Негізгі беріліс пен дифференциалды бөлшектерді жинамас бұрын оларды MS 6, MS 8 TU 6-15-978-76 жуу ерітіндісінде жуыңыз, сығылған ауамен үрлеңіз, олардың техникалық талаптарға сәйкестігін тексеріңіз
Бөлдіргіш беттерді және тығыздағыш тығыздағыштарды UG-6 пастасымен майлау ұсынылады.
Жетек тетігі картерге ақырында орнатылғанда, ол кептеліссіз біркелкі айналуы керек.
Су төгетін және толтыратын тығындарды, сондай-ақ майы бар қуыстарға кіретін болттарды UG-6 немесе UN-25 пасталары арқылы орнату керек.
Соңғы жетек берілістері зауытта жұппен таңдалады және әрбір беріліс белгіленген нөмірмен белгіленеді.
Егер бір редуктор ақаулы болса, екеуін де ауыстыру керек.
Жетектегі конустық беріліс білігін құрастыру
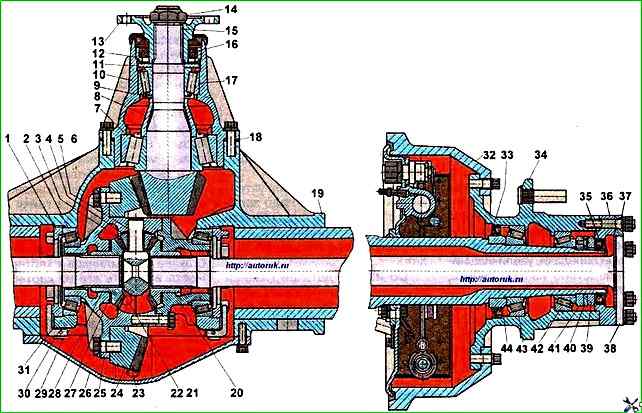
Жетектегі конустық тісті доңғалақ мойынтіректерінің 10-шыаяқына (1-суретті қараңыз) алдыңғы мойынтіректің 17 сыртқы сақинасын оправка арқылы иыққа тірелгенше басыңыз (мүмкіндігінше 0009-0059 мм).
Әйнекті бұрап, біліктің артқы мойынтірегі 7 сыртқы сақинасын басыңыз (мүмкіндігінше 010...0,068 мм).
Артқы роликті мойынтіректің 7 ішкі сақинасын жетекті беріліс білігіне 15 басыңыз.
Ешбір бөлік өзгертілмесе және мойынтіректердегі саңылау анықталса, аралық гильзаны 8 және реттеу шайбаларын 9 орнатыңыз, егер жаңадан орнатылған шайбалардың орамының қалыңдығы миллиметрдің оннан бір бөлігіне дейін дөңгелектенген саңылау көлемінен аз болуы керек.
Алдыңғы подшипникті 17 орнатыңыз.
Түрткіш шайбаны 11 орнатыңыз, фланецті 13 (кір дефлекторсыз) білікті білікшелерге өңдеңіз және оны ішке басыңыз.
Жаңғақ шайбаны киіңіз және фланецті гайкамен 14 бекітіңіз (гайканы мойынтіректердің алдын ала жүктелуін тексергеннен кейін ғана бекітіңіз).
Дифференциалды жинақтау
Дифференциалды шыныаяқтарда жинақтың сериялық нөмірі және құрастыру кезінде тураланатын белгілер бірдей болуы керек.
Тісті доңғалақтар мен дифференциалдық шыныаяқтарды құрастыру кезінде қозғалтқыш майымен майлау керек.
Оң жақ дифференциалды шыныаяқты пластинаға орнатыңыз, мойынтіректі шыныаяқ мойынының фаскасына орнатыңыз және оны оправка арқылы басыңыз (мойынтіректің керілуі - 0,020-0,055 мм).
Сол жақ дифференциалды шыныаяқты жинауға арналған әрекеттер тізбегі оң жақтағымен бірдей.
Сол жақ дифференциалды шыныаяқты мойынтірегі бар журнал орналастыру керек тесігі бар тірекке орнатыңыз.
Тірек шайбаны және сол осьтің берілісін шыныаяққа орнатыңыз.
Спутниктік түйреуішті дифференциалдық шыныаяқтағы тесікке шамамен 5 мм тереңдікке енгізіңіз, түйреуіштегі саңылау осін дифференциалдық шыныаяқтағы істікке арналған тесік осіне параллель бағыттаңыз және оны тесігінен шамамен 5 мм шыққанша балғамен жеңіл соққылармен.
Тірек шайба мен спутникті саусаққа қойып, оларды қолыңызбен ұстап тұрып, саусақты түйреуіш тесіктері сәйкес келгенше басыңыз.
Арнайы оправка арқылы 17,05-18,05 мм тереңдікте түйреуішті басыңыз.
Саусақтағы шыныаяққа кресттің корпусын және тіреуіш шайбамен қарама-қарсы жерсерікті орнатыңыз.
Жоғарыда сипатталғандай екінші саусақты, содан кейін қалған екеуін басыңыз.
Оң жақ ось білігінің берілісін тіреуіш шайбамен бірге спутниктерге орналастырыңыз, оң жақ дифференциалды шыныаяқты орнатыңыз, шыныаяқтарды бөлшектеу кезінде өзекпен жасалған белгілерге сәйкес туралаңыз және болттарды қолмен бекітіңіз, оларға бекіткіш тақталарды орнатыңыз. жұптар.
Дифференциалды тұғырдан алып, оны орынға орнатыңыз. Болттарды біркелкі қатайтыңыз.
Болттарды тарту моменті 100-120 Нм. Бекіту тақталарын әр болттың шетіне бүктеңіз.
Жүргізілетін берілістерді дифференциалға орнатыңыз және оны болттармен және бекіткіш тақталармен бекітіңіз. Болтты бұрау моменті: 160-200 Нм.
Диференциалды берілістердің қосылуы және олардың жинақталған дифференциалдағы айналуы қолмен бұрылғанда еркін болуы керек.
Орнату кезінде жетектегі беріліс торының рұқсат етілген ағуы. жинақталған дифференциалдың тірек журналдарында 0,12 мм.-ден аспауы керек
Соңғы дискіні құрастыру
Артқы осьтің корпусына мойынтіректермен және тіректермен бірге жетек конустық беріліс корпусын орнатыңыз.
Зауыт шығарған реттегіш шығырлар жиынтығы қалыңдығы 1,0 болатын бес стандартты өлшемнен тұрады; 0,5; 0,2; 0,1 және 0,05 мм.
Жинау кезінде конустық тісті беріліс тістері мен дифференциалдық мойынтіректердің берілістері бір уақытта реттеледі.
Тығыздауыштардың саны қосылу кезіндегі контакт патч пішініне назар аудара отырып, эксперименталды түрде таңдалады. Бастапқыда бұрын орнатылған жинақ орнатылады.
Әйнектің фланецінің астында қалыңдығы 0,05 мм тығыздағыштар - кемінде екі дана және 0,1 мм - кем дегенде бір дана, ал қалғандары - қажет болған жағдайда, ал екі жағынан жұқа тығыздағыштар орнатылуы керек. тығыздағыштар жиынтығының
Орнатпас бұрын болат реттегіш тетіктерді AU шпиндель майымен немесе өнеркәсіптік I-30 майымен майлау керек.
Жетек берілісінің мойынтірек корпусын бекітетін болттарды 70-100 Нм айналу моментімен ақырында бұрау керек, ал жетек тетігі кептеліссіз біркелкі айналуы керек.
Дифференциалды картерге мойынтіректердің корпустарына орнатыңыз.
Реттеу гайкаларын қолмен бұрап, мойынтіректердің қақпақтарын орнатыңыз.
Қақпақтарды орнатқан кезде картердегі, қақпақтардағы және гайкалардағы жіптерге зақым келтірмеу үшін түйісетін бөліктердегі жіптердің сәйкес келетініне көз жеткізіңіз.
Мойынтіректердің қақпақтарын бекітуге арналған болттарды 160-200 Нм моментпен бұрау керек.
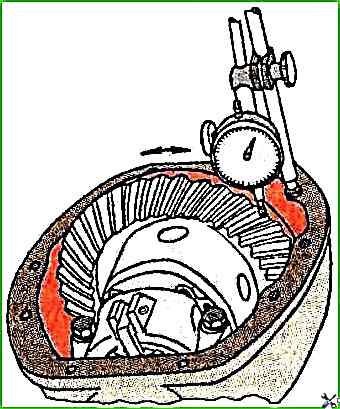
Саңылау тістің кең бөлігіне орнатылған индикатормен өлшенеді (2-сурет).
«Негізгі берілістерді реттеу» мақаласында сипатталғандай, дифференциалдық мойынтіректердің керілуін және тісті берілістердің түйіспе патч бойымен қосылуын реттеңіз.
Артқы осьте тежегіштер мен доңғалақ торларын орнату.
Мойынтіректердің сыртқы сақиналары бір-бірін алмастырмайды, сондықтан қажет болған жағдайда әрбір подшипник жинақ ретінде ауыстырылады.
Дөңгелектің торын орнатыңыз және доңғалақ мойынтіректеріндегі бос орынды реттеңіз.
Реттеу келесідей орындалады:
- 1. Роликтердің мойынтіректерге дұрыс орнатылуын қамтамасыз ету үшін хабты екі бағытта бұра отырып, реттеу гайкасын 60..80 Нм айналу моментіне дейін бұраңыз. Осьтік ойнауға рұқсат етілмейді, қатайтқаннан кейін хаб айналмауы керек;
- 2. Реттеу гайкасын шамамен 45° бұраңыз. Бекіткіш шайбаны орнатыңыз.
Егер құлыптау шайбасындағы тесік реттеу гайкасындағы түйреуішпен сәйкес келмесе, шайбаны 180° бұрап көруге болады, сонымен қатар гайканы кез келген бағытта аздап бұруға болады;
- 3. Бекіткіш гайканы 250-300 Нм айналу моментіне дейін бұраңыз. Жұмыс кезінде осьтік саңылауды индикатор басымен тексеру кезінде саңылау 0,125-0,25 мм шегінде болуы керек.
Реттеудің дұрыстығы 8-10 км жүгіргеннен кейін түйіндерді қыздыру арқылы тексеріледі. Концентраторларды аздап қыздыруға тек жаңа подшипниктер үшін рұқсат етіледі.
Елеулі қыздыру жағдайында реттеуді қайталау керек. Тексеру кезінде тежегішті қолданбаңыз, себебі олар айтарлықтай қызуды тудыруы мүмкін.
Ось зауытта оң жақ ось корпусының корпусының артқы жағына соғу арқылы белгіленеді және оның соңғы беріліс қатынасы, шығарылған күні және ось жинағының каталог нөмірі туралы ақпарат бар.
Білік біліктерін орнату
Манжеттің корпусын манжетпен және ось білігінің тығыздағышымен бірге ось шпилькаларына орнатыңыз. Ось біліктерін ұштары бар дифференциалды бүйірлік берілістерге салыңыз.
Остердің фланецтерін доңғалақ күпшегі түйреуіштеріне орналастырыңыз. Шпилькаларға кеңейту төлкелері мен серіппелі шайбаларды орналастырыңыз, гайкаларды бұрап, оларды 70-90 Нм айналу моментіне дейін қатайтыңыз.
Артқы ось автобусқа бөлшектеудің кері ретімен орнатылады.
Жетек осін сынау
Жиналған артқы осьті стендте немесе көлікті жүргізу арқылы тексеру керек. Сыналатын көпірлер келесі талаптарға сай болуы керек (сынақтардың соңында):
- 1. Негізгі беріліс берілістерінің айқын шуылына, сондай-ақ бір тежеулі барабанмен дифференциалда қағу мен өткір шуылға жол берілмейді;
- 2. Картер мен картер қақпағындағы жетек берілістерін және дифференциалдық мойынтіректерді орнату орындары, сондай-ақ доңғалақ күпшектерінің мойынтіректерін орнату орындары суық немесе жылы, бірақ 50°С аспауы керек; тежегіш барабанын 50°C аспайтын температурада қыздыруға да рұқсат етіледі (тексеруді қолмен түрту арқылы жасауға болады);
- 3. Манжеталар мен қосылымдарда май ағып кетпеуі керек.
")

")
")
")
")
")
")
")