Выберите язык

")
")
")
")
")
new
Особенности системы смазки УАЗ-3151
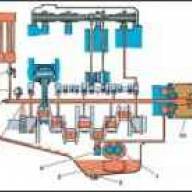 Схема смазочной системы показана на рис. 1. Давление масла в смазочной системе прогретого двигателя при малой частоте вращения коленчатого вала 550–650 мин -1
Схема смазочной системы показана на рис. 1. Давление масла в смазочной системе прогретого двигателя при малой частоте вращения коленчатого вала 550–650 мин -1
Неисправности переднего моста УАЗ-3151
 В статье рассмотрим возможные неисправности переднего моста УАЗ-3151
В статье рассмотрим возможные неисправности переднего моста УАЗ-3151