- - блоктың барлық түйісетін беттерін бөлшектеу кезінде кептеліп қалған және жыртылған тығыздағыштардан тазалаңыз;
- - цилиндр блогын тірекке бекітіңіз, май арнасының тығындарын алдыңғы және артқы шеттерінен бұрап алыңыз және барлық май арналарын сығылған ауамен үрлеңіз
Штепсельдерді орнына бұраңыз.
Егер ілініс корпусын ауыстыру қажет болса немесе жөндеуден кейін блокқа орнатылса, алдымен блоктан екі бекіту түйреуіштерін алып тастау керек, содан кейін корпусты болттармен блокқа бекітіңіз.
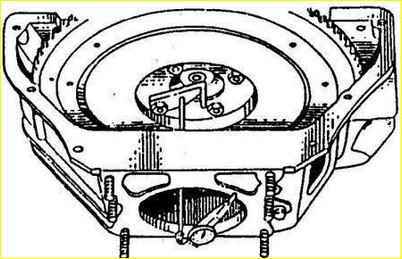
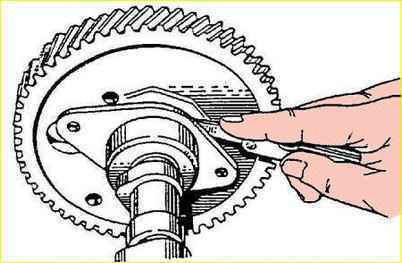
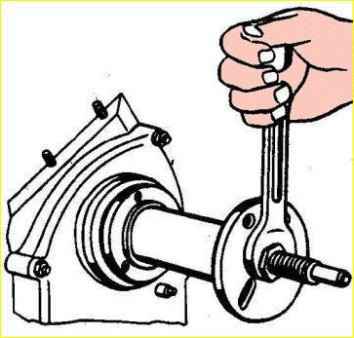
Сыртқы мойынтіректердегі блокта индикатор тұғыры бекітілген фланецке иінді білік орнатылған.
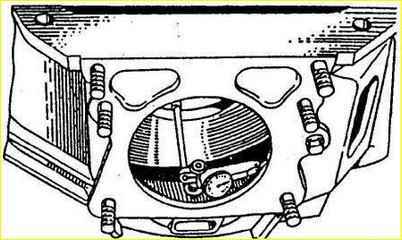
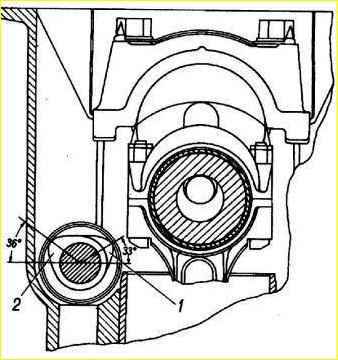
Иінді білікті айналдыра отырып, суретте көрсетілгендей, беріліс қорабының орталықтандыру жағасының саңылауының шығуын, сондай-ақ ілінісу корпусының артқы ұшының иінді біліктің осіне қатысты перпендикулярлығын тексеріңіз.
Картер тесігі мен ұшының ағуы 0,3 мм, шеті - 015 мм аспауы керек.
Егер саңылаулардың ағуы көрсетілген мәннен асып кетсе, оның дұрыс орнатылуын қамтамасыз ету үшін болттарды босатыңыз және картер фланеціне аздап соғыңыз.
Болттарды қатайтқаннан кейін картердегі және блоктағы ілмектердің тесіктері жөндеу өлшеміне қарай өңделеді.
Тесіктердегі қара түске жол берілмейді. Осыдан кейін диаметрі саңылаулардың өлшемінен 0015-0051 мм үлкенірек тесіктерге түйреуіштер басылады.
Картер ұшының ағуы қыру арқылы жойылады.
Жоғарыда сипатталған тексеру кезінде иінді білік пен мойынтіректерді пайдалану қажет екенін есте ұстаған жөн, оларды картер ауыстырғаннан кейін алып тастау керек;
- ақаулы цилиндр төсемдерін келесідей жаңасына ауыстырыңыз:
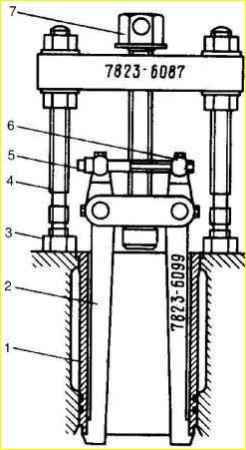
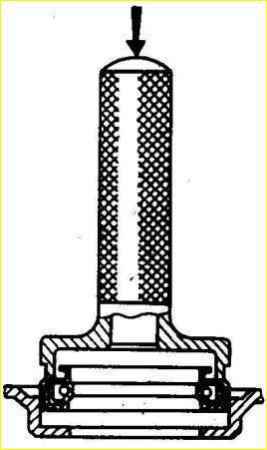
- a) аралас тартқышты пайдаланып, ескі жеңді басыңыз.
Қозғалтқыш цилиндріне тартқыш аяқтарды кіргізгеннен кейін, істіктерді 4 блокқа тіреп, аяқтарды кеңейту болтымен 5 бір-бірінен жылжыту керек. Содан кейін бұранданы 7 бұрап, футеровканы цилиндрден басыңыз;
- - b) гильзадағы және блоктағы отыру беттерін және тығыздағыш беттерді қақ пен коррозиядан мұқият тазалаңыз;
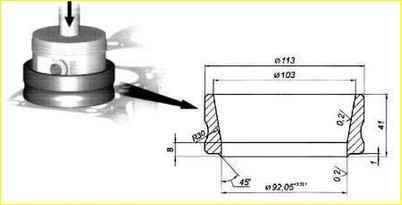
- - c) жұмсақ мыс тығыздағышпен жөнделген төсемді ол шығарылған цилиндрге салыңыз.
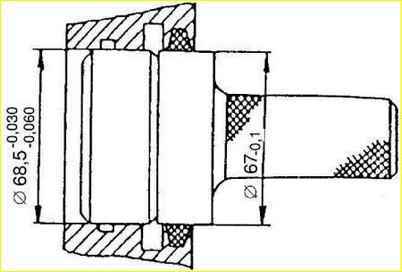
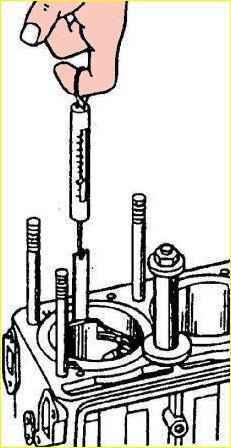
Жеңге цилиндрге еркін, күш жұмсамай кіріп, блоктың жазықтығынан 002-010 мм жоғары шығып тұруы керек.
Алдымен цилиндрдегі төсеніштің шұңқырының көлемін тығыздағышсыз тексеру ыңғайлырақ. Шөгу 020-025 мм аралығында болуы керек;
- - г) жеңді құлап кетпес үшін ұстағышпен бекітіңіз;
- - шнурдан екі иінді біліктің артқы тығыздағыш тығыздағыштарын кесіңіз (әрқайсысының ұзындығы 120 мм), оларды блок пен ұстағышқа салыңыз;
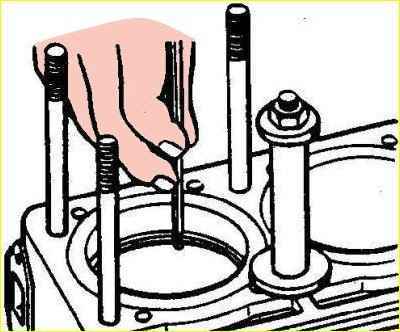
- - иінді білікті қосалқы жинақтауды орындаңыз; бұл үшін шатун журналдарының кір ұстағыштарының барлық тығындарын бұрап, олардағы шөгінділерді алып тастаңыз.
Май арналары мен кір ұстағыштардың қуыстарын сығылған ауамен шайыңыз және үрлеңіз, тығындарды 38-42 Нм (38-4,2 кгсм) айналдыру моментіне дейін қатайтыңыз;
- иінді біліктің жұмыс беттерінің күйін тексеру.
Тырнақтар, саңылаулар және басқа сыртқы ақауларға жол берілмейді;
- - 80203 AC9 шарикті подшипникті екі қорғаныс шайбасымен иінді біліктің артқы жағына басыңыз. Бір қорғаныс шайбасы бар 60203A подшипникті пайдалануға рұқсат етіледі, ал подшипниктің қуысына 20 г Литол-24 майлаушысын салу керек.
- - маховикті иінді білікке бұраңыз. Жаңғақтарды 76-83 Нм (7,6-8,3 кгсм) айналдыру моментіне дейін қатайтыңыз.
Жаңғақтарды бекітетін тақтайшаның мұрттарының бірін гайка шетіне бүгу арқылы бекітіңіз;
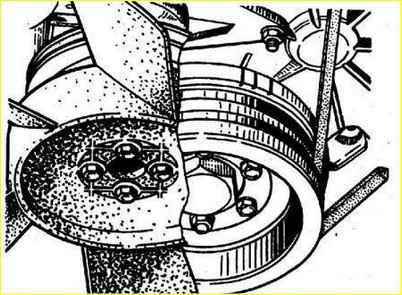
- ілінісу қысымының пластинасының жинағын корпуспен маховикке бұраңыз, бұрын иінді біліктің артқы жағындағы мойынтіректегі тесік бойымен оправка (беріліс қорабының кіріс білігін пайдалануға болады) арқылы жетекші дискіні ортаға келтіріңіз.
Басым тақтасының корпусында және корпусты бекіту болттарына арналған тесіктердің бірінің жанындағы маховиктегі мөрленген белгілер туралануы керек.
Болттарды 20-25 Нм (2,0-2,5 кгсм) моментіне дейін бұраңыз.
- иінді білік, маховик және ілініс жинақ ретінде теңестіріледі, сондықтан Бұл бөліктердің ешқайсысы да маховиктен металды бұрғылау арқылы динамикалық түрде теңестірілмеуі керек.
Егер бастапқы теңгерімсіздік 200 гсм-ден асса, иінді білікті, маховикті және ілініс жинағын теңгерімдеуді бастамау керек.
Мұндай жағдайда құрылғыны бөлшектеп, әр бөліктің теңгерімділігін бөлек тексеру қажет
- артқы мойынтіректі шайбаны иінді біліктің иінді білігіне қарсы үйкеліс қабаты бар бірінші негізгі журналына қойыңыз;
- - иінді біліктің артқы тығыздағыш орамын блок пен ұстағышқа оправка арқылы қысыңыз
- - негізгі мойынтіректердің қабықтарын және олардың төсектерін таза шүберекпен сүртіңіз. Төсекке төсеніштерді орнату;
- - негізгі мойынтіректердің қабықтарын және иінді біліктің журналын таза қозғалтқыш майымен майлаңыз және иінді білікті цилиндрлер блогына қойыңыз;
- - негізгі мойынтіректердің қақпақтарын блоктың шпилькаларына әр қақпақтың үстіңгі және астыңғы төсемдеріндегі құлыптау құлақшалары бір жағында болатындай етіп қойыңыз, ал қақпақтарда мөрленген сандар төсек нөмірлеріне сәйкес келеді.
Алдыңғы негізгі мойынтірек қақпағын орнатқан кезде, артқы шайбаның құйрығы қақпақтың ойығына сәйкес келуі керек.
Алдыңғы мойынтірек қақпағының соңы цилиндрлер блогының ұшымен бірдей жазықтықта болуы керек;
- - негізгі мойынтіректердің қақпақтарын резеңке балғамен аздап түрту арқылы орнына қойыңыз, қақпақтар цилиндрлер блогының төсектерінің ойықтарына сәйкес келуі керек;
- - шпилькаларға шайбаларды салыңыз, гайкаларды қатайтыңыз, гайкалардың бұрандалы бөлігіне 2-3 тамшы (006 г) Unigerm-9 тығыздағышын жағыңыз және гайкаларды біркелкі тартыңыз.
Соңғы қатайту 100-110 Нм (10-11 кг/см) айналу моменті бар бұрау кілтімен орындалуы керек.
Егер тығыздағыш жоқ болса, гайкаларды 24-1005301-01 бекітетін тақтайша арқылы бекітуге болады;
- орауыш ұстағыштың ойықтарына резеңке тығыздағыштарды орнатыңыз және олардың ойықтан шығып тұрған бүйір бетін сабынды сумен жабыңыз.
Ұстағышты орнына қойып, гайкаларды қатайтыңыз;
- аз күш жұмсап еркін айналуы тиіс иінді білікті бұраңыз.
Сіз иінді білікті маховиктің көмегімен немесе оған дәнекерленген тетраэдр кілті бар беріліс қорабының кіріс білігінен немесе шаршы тесігі бар тұтқадан тұратын құрылғыны пайдалана отырып айналдыра аласыз.
Құрылғыны ілініспен басқарылатын дискіні орнатқан кезде орталықтандыру үшін де пайдалануға болады;
- - тірек мойынтіректерінің алдыңғы шайбасын үйкеліске қарсы қабаты сыртқа қаратып, блок пен қақпаққа басылған түйреуіштер шайбаның ойықтарына сәйкес келетіндей етіп орналастырыңыз;
- - ішкі саңылаудағы фаскасы бар иінді біліктің болат тартқыш шайбасын мойынтіректің алдыңғы шайбасына қарай киіңіз;
- - иінді біліктің берілісін соңына дейін басып, оның осьтік саңылауын тексеріңіз.
Тексеру келесі түрде жүзеге асырылады: бұрауышты (кілт, балға сабы және т.б.) біліктің бірінші иіндісі мен блоктың алдыңғы қабырғасының арасына қойып, оны рычаг ретінде пайдаланып, білікшеге қарай басыңыз. қозғалтқыштың артқы жағы.
Сызғышты пайдаланып, тірек мойынтіректерінің артқы шайбасының ұшы мен бірінші негізгі журналдың иық жазықтығы арасындағы алшақтықты анықтаңыз. Саңылау 0,125-0,325 мм шегінде болуы керек;
- шатун мен поршеньдік топты қосалқы жинақтауды орындаңыз

Поршень басы мен поршень сақинасының ойықтарын көміртегі шөгінділерінен тазалаңыз.
Поршеньдерді, төсеніштерді, поршеньдерді немесе шатундарды ауыстырған жағдайда, қосылатын жұптарды жинақтау бөлшектердің температурасында (20±3)° C жүргізілуі керек.
Бұзылған немесе жаңа лайнерлерде лайнер сияқты өлшемді топтардағы поршеньдерді орнату қажет. іргелес топтардан таңдауға рұқсат етіледі және поршеньдерді жұмыс лайнерлеріне таңдаған кездегідей, таңдау қалыңдығы 0,05 мм және ені 10 мм зонд таспасының тарту күші негізінде жүргізіледі.
Сызғыш лента поршеньдік түйреуіш осіне перпендикуляр жазықтықта, поршеннің ең үлкен диаметрі бойымен орналастырылған. Зонд лентасына қосылған динамометрге түсетін күш 35-55 Н (3,5-5,5 кгс) болуы керек;
- поршеньді штангаға үлкен саусақтың күшімен шатун тесігіне мықтап кіретіндей етіп таңдаңыз, еркін, кептеліссіз қозғалады және ось қозғалғанда өз салмағының әсерінен құлап кетпейді. шатунның тесігі 45° (шамамен) бұрышта орналасқан.
Поршеньдік істік пен шатун бірдей немесе көрші өлшемдер тобында болуы керек.
Таңдау кезінде поршеньді түйреуіш қозғалтқыш майымен аздап майлануы керек. Поршень мен поршеньдік істіктің өлшем топтары сәйкес келуі керек.
Поршеньді түйреуіш, поршень сақиналары және шатун жинағы бар поршеньді салмақ бойынша басқару керек. Бір қозғалтқыштың салмағының айырмашылығы 12 г аспауы керек;
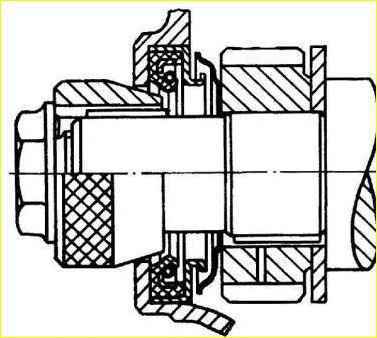
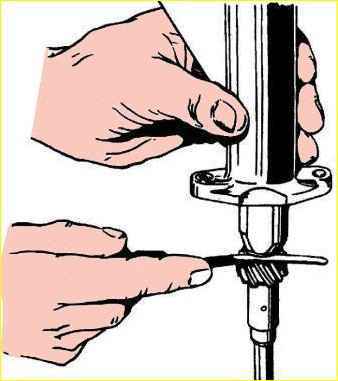
- құралдың көмегімен поршеньдік істікшені поршеньге және шатунға басыңыз.
Поршеньді 60-88° C температураға дейін қыздырыңыз, поршеньдік істікшені мотор майымен аздап майлаңыз.
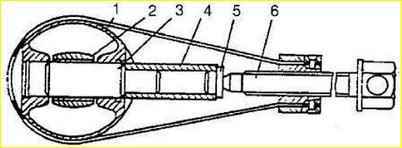
Поршеньді бағыттаушы оправкамен 3 шатунға жалғаңыз, поршеньді істікшені оправканың жіңішке ұшына қойыңыз, суретте көрсетілгендей, мойынтіректі 5 түйреуішке орнатыңыз және пинді орнына итеру үшін 6 бұранданы пайдаланыңыз.
Суық поршеньге түйреуішті басу поршень ойықтарындағы саңылаулар бетінің зақымдалуына, сондай-ақ поршеньдің деформациясына әкелуі мүмкін.
Поршеньді цилиндрге орналастырған кезде (поршеньдегі «АЛДЫҚ» белгісінде) шатунның төменгі басынан цилиндр айнасын майлауға арналған тесік таратқыш білігіне қарама-қарсы бағытта болуы керек;
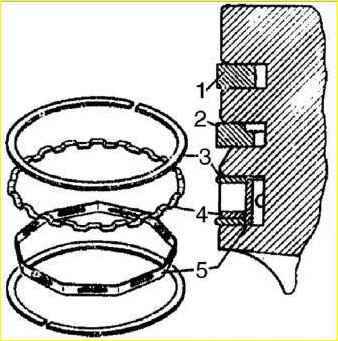
- суретте көрсетілгендей цилиндр үшін поршеньдік сақиналарды таңдаңыз.
Сақиналардың түйіспелерінде өлшенген саңылау қысу сақиналары үшін 03-0,7 мм және болат май қырғыш сақина дискілері үшін 0,3-1,0 мм болуы керек.
Тозған цилиндрлердегі ең кіші саңылау 0,3 мм;

- суретте көрсетілгендей сақиналар мен поршень ойығының қабырғасы арасындағы саңылауларды тексеру үшін өлшеуішті пайдаланыңыз.
Поршеньдің айналасын бірнеше нүктеден тексеріңіз.
Саңылау өлшемі жоғарғы және төменгі қысу сақиналары үшін 0,050–0,870 мм және май қырғыш сақина жинағы үшін 0,135–0,335 мм диапазонында болуы керек;
- сақтандырғыш жезден жасалған ұштарды шатун болттарына салыңыз, сақиналарды қысқышпен қысыңыз немесе конустық сақинаны пайдаланып, суретте көрсетілгендей поршеньді цилиндрге салыңыз.
Поршеньді орнатпас бұрын шатунда және оның қақпағында мөрленген сандар цилиндрдің сериялық нөміріне сәйкес келетініне тағы бір рет көз жеткізіңіз, цилиндрдегі поршень мен шатунның дұрыс орналасуын тексеріңіз;
- шатунның төменгі басынан шатун журналына тартыңыз, болттардан жез ұштарын алыңыз және шатунның қақпағын киіңіз.
Шатунның қақпағын қақпақ пен шатундағы мөрленген сандар бір бағытта болатындай етіп орнату керек.
Жаңғақтарды орнатқаннан кейін гайкалардың бұрандалы бөлігіне 2-3 тамшы (0,06 г) Unigerm-9 герметик жағып, гайкаларды біркелкі қатайтыңыз.
Жаңғақтарды соңғы қатайту 68-75 Нм (6,8-7,5 кг/см) айналу моментіне дейін бұрау кілтімен орындалуы керек.
Егер пайдаланылған бөлшектер пайдаланылса, гайкалар мен болттардан бұрын қолданылған тығыздағыштың қалдықтарын алып тастау, оларды бензинмен майсыздандыру және кептіру қажет;
- - төртінші цилиндрдің поршенін бірдей ретпен салу;
- - иінді білікті 180° бұраңыз және екінші және үшінші цилиндрлердің поршеньдерін салыңыз;
- - иінді білікті бірнеше рет бұраңыз, ол аз күш жұмсап оңай айналуы керек;
- - таратқыш білікті келесі ретпен жинаңыз:
- - таратқыш білігінің алдыңғы ұшына аралық сақина мен тартқыш фланецті қойыңыз;
- - құралдың көмегімен таратқыш білігінің берілісіне басыңыз және оны болтпен және шайбамен бекітіңіз. Тарту моменті - 55-60 Нм (5,5-6,0 кг/см);
- - таратқыш білігінің тартқыш фланеці мен тісті доңғалақ торының арасына кіргізілген өлшеуіштің көмегімен осьтік бос орынды орнатыңыз
- - уақыттық берілістердің майлау түтігін тазалаңыз және болт пен қысқыштың көмегімен блокқа бұраңыз; таратқыш білік. Саңылау 0,1-0,2 мм шегінде болуы керек;
- жинақталған таратқыш білікті блоктың тесігіне енгізіңіз, алдымен оның тіреуіштерін қозғалтқыш майымен майлаңыз.
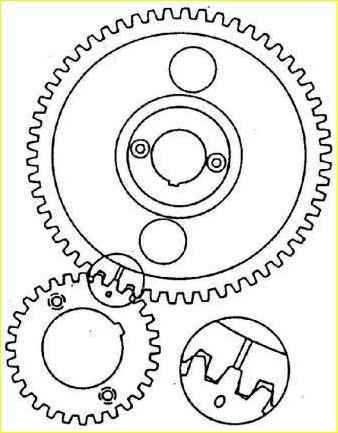
Тісті доңғалақтар қосылған кезде, иінді білікте «0» белгісі бар тісті доңғалақ тістері таратқыш білік тістерінің ойығына қарсы тұруы керек.
Бүйірлік саңылау 0,025-0,1 мм аралығында болуы керек.
Егер үлкенірек немесе кішірек бос орын болса, басқа беріліс жұбын таңдаңыз;
- - таратқыш білігінің тісті берілісіндегі саңылаулар арқылы тартқыш фланецті блокқа екі болт пен серіппелі шайбалармен бекітіңіз;
- - май дефлекторын иінді біліктің алдыңғы ұшының журналына дөңес жағын беріліске қаратып орнату;
- әрі қарай жұмыс істеу үшін уақыт берілісінің қақпағына басылған манжеттің жарамдылығын тексеріңіз.
Егер манжеттің жұмыс жиектері тозған болса немесе манжеткаға кіргізілген иінді білік шкивінің торын бос жауып тұрса, оны жаңасымен ауыстырыңыз.
Суретте көрсетілгендей, манжетті қақпақтың ішіне оправка арқылы басу ұсынылады.
- уақыт берілісінің қақпағын тығыздағыштың шпилькаларына қойыңыз;
- қақпақты иінді біліктің алдыңғы шеті бойымен ортасына бекітіңіз және қақпақты бекітетін барлық гайкалар мен болттарды қатайтыңыз.
Орталайтын оправка болмаса, қақпақты иінді білік шкив торының бойымен орнатуға болады.
Хаб иінді білікке оның ұшы қақпақтағы тесікке 5 мм сыйып тұруы үшін басылуы керек.
Осыдан кейін хаб пен қақпақ тесігі арасындағы шеңбер бойымен бірдей саңылауды сақтай отырып, қақпақты жаңғақтармен бекітіңіз.
Ағаш немесе резеңке балғамен қақпақты аздап соғу арқылы аралықты тегістеу керек. Осыдан кейін қақпақты бекітіңіз;
- - орталықтандырғышты алып тастаңыз және иінді білік амортизаторының шкивімен шкив торын басыңыз
- - резеңке тығынды кілттердің ойығына енгізіп, пернені басыңыз;
- - тісті шайбаны орнатқаннан кейін қысқыш болтты иінді біліктің ұшына бұраңыз.
Иінді білікті ілінісу болтымен бұру кезінде демпфер шкивінің таратқыш білігінің қақпағына тиіп тұрғанын тексеріңіз; - май сорғы жинағын май қабылдағышпен орнатыңыз;
- - май сорғысының жетегі мен тұтану дистрибьюторының сенсорын келесі ретпен орнатыңыз:
- иінді білікті бұра отырып, демпфер дискідегі үшінші белгіні таратқыш білік қақпағындағы индикаторлық жиекпен туралаңыз.
Бірінші цилиндрдің клапандарын іске қосатын таратқыш білігінің жұдырықшалары ұштарымен итергіштерге қарсы бағытта (май жинағышқа қарай) бағытталуы және симметриялы орналасуы керек
- - сезгіш өлшегіштің көмегімен жетек корпусы мен беріліс арасындағы осьтік бос орынды тексеріңіз
- - жетекті бекіту шпилькаларына тығыздағышты қою; Саңылау 0,15-0,40 мм шегінде болуы керек;
- жетек білігін «A» тармағында көрсетілген күйге бұрып, жетекті блок розеткасына салыңыз.
Драйверді розеткаға салған кезде жетек білігінің ұшы сорғы білігінің тесігіне кіретіндей етіп май сорғысының білігін сәл бұру керек.
Драйверді айтарлықтай күш жұмсамай салу керек.
Дұрыс орнатылған жетекте білік төлкесіндегі саңылау қозғалтқыштың осіне параллель бағытталуы және «В» бөлімінде көрсетілгендей қозғалтқыштан ауытқуы керек;
- дискіні қорғаңыз;
- - таратқыш білігі мен жетек берілістеріндегі бос орындарды тексеру;
- - цилиндрлер блогының төменгі фланецінің түйіспелерін уақыттық беріліс қақпағымен және орауыш ұстағышты «Эластосил 1Z7-8Z» желіммен немесе UN-25 пастасымен майлаңыз;
- - май табасының тығыздағышын цилиндрлер блогының төменгі фланеціне орнатыңыз;
- - май жинағышты шпилькаларға орнатыңыз және оны гайкалар мен шайбалармен бекітіңіз, гайкаларды біркелкі қатайтыңыз;
- - ілініс корпусының төменгі бөлігін орнатыңыз және бұрандаңыз;
- - жану камералары мен цилиндр басының арналарын күйеден және шөгінділерден тазартыңыз, сүртіңіз және сығылған ауамен үрлеңіз;
- - клапандарды M-20 микроұнтағының бір бөлігінен және I-20A майының екі бөлігінен тұратын паста көмегімен жабыңыз.
Тегістеуді бастамас бұрын, клапан пластинасының қисаюын және клапан мен орынның күйіп қалуын тексеру керек.
Егер бұл ақаулар болса, тек тегістеу арқылы клапанның герметикалығын қалпына келтіру мүмкін емес және алдымен орындық жерге тұйықталып, зақымдалған клапан жаңасымен ауыстырылуы керек.
Егер клапан мен төлке арасындағы саңылау 0,25 мм-ден асса, онда герметиканы да қалпына келтіру мүмкін емес. Бұл жағдайда клапан мен төлке жаңасымен ауыстырылуы керек.
Клапандар (қосалқы бөлшектер үшін) стандартты өлшемде шығарылады, ал бағыттаушы төлкелер ішкі диаметрі 0,38 мм-ге кішірейтілген (цилиндр қақпағын басқаннан кейін оларды соңғы өлшемге дейін ойып алу үшін) шығарылады.
Тозған бағыттаушы төлке оправка арқылы сыртқа шығарылады.
Клапанның орындықтары карбидті раковинамен фрезерлеу арқылы жойылады.
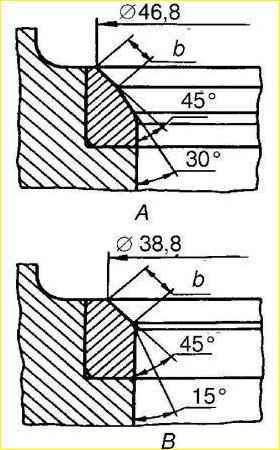
Жөндеу орындықтарының сыртқы диаметрі стандарттыдан 0,25 мм үлкен, сондықтан орындықтарға арналған орындықтар келесі өлшемдерге дейін скучно: қабылдау клапанының орны үшін - 49,25 + 0,025 мм, шығару клапаны үшін - 42,25 + 0,025 мм.
Жинау алдында бағыттаушы втулканың орындықтарын көмірқышқыл газында (құрғақ мұз) салқындату керек, ал цилиндр басын 160-175° C температураға дейін қыздыру керек.
Жинау кезінде орындықтар мен төлкелерді бас розеткаларға еркін немесе жеңіл күшпен салу керек.
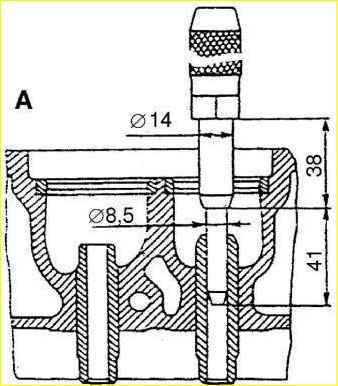
Алу және шығару клапандарына арналған жаңа втулкаларда басу олар басынан 20 мм шығып кеткенше жүзеге асырылады.Басудан кейін төлкелердің саңылауларын диаметрі 9+0,022 мм кеңейтіп, отырғыштың фаскаларын ортасына қарай ұнтақтаңыз. оларды втулкадағы тесік бойымен.
Тегістеу кезінде клапан орнының фаскасының втулкадағы тесігі 0,05 мм шегінде концентрлі екеніне көз жеткізіңіз. Фаскалар 45° бұрышпен тегістеледі.
Алу клапанына арналған орындағы фасканың сыртқы диаметрі 46,8 мм, ал шығару клапанында - 38,8 мм болуы керек.
Фастың ені кіріс клапанының орнында 1,8 - 2,3 мм, шығару клапанында 2,3-2,5 мм болуы керек.
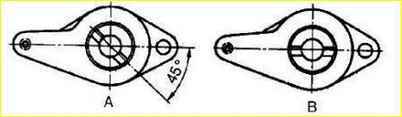
Фастың ені қабылдау клапанының орнының тесігін «А» тармағында көрсетілгендей 30° бұрышпен, ал шығару клапанын «В» тармағында көрсетілгендей 15° бұрышпен тегістеу арқылы қол жеткізіледі. Фака бүкіл периметр бойынша бірдей болуы керек.
Орындықтарды тегістеп, клапандарды тегістегеннен кейін барлық газ арналарын мұқият тазалап, абразивті шаң қалмас үшін оларды сығылған ауамен үрлеңіз;
- - клапанның сабақтарын қозғалтқыш майында сұйылтылған коллоидты графиттің жұқа қабатымен жабыңыз немесе маймен майлаңыз
- - майлы тығыздағыштарды клапанның бағыттаушы төлкелеріне басыңыз, жасалған белгілер бойынша клапандарды төлкелерге салыңыз және оларды серіппелермен жинаңыз. Крекерлер клапандардың сақиналы ойығына сәйкес келетініне көз жеткізіңіз;
- графит ұнтағын цилиндр басының тығыздағышының екі жағына жағып, оны шпилькаларға салыңыз.
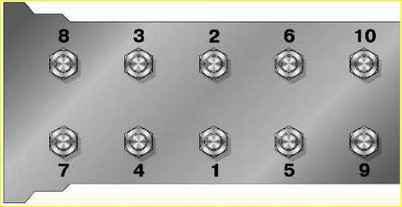
Басын орнатып, гайкалар мен шайбалармен бекітіңіз. Тәртіпті сақтай отырып, гайкаларды бұрау кілтімен 83-90 Нм (8,3-9,0 кг/см) моментіне дейін бұраңыз
- сыммен тазалап, сығылған ауамен рокердің қолдарындағы, рокер осіндегі және реттеу бұрандаларының, рокер осінің төртінші негізгі тірегіндегі тесіктерді және цилиндр басындағы май арналарын үрлеңіз.
Рекердің ілмектерінің дұрыс орнатылғанын тексеріңіз.
Егер жұмыс кезінде фитинг босап қалса, втулка қозғалып, клапан көтергіш өзегінің майлау тесігін бітеп тастауы мүмкін. Мұндай төлкелерді ауыстыру қажет;
- рокер иінінің осін қайта жинаңыз.
Әр ілмекті орнатпас бұрын оның төлкесін қозғалтқыш майымен майлаңыз;
- - итергіштерді олардағы белгілерге сәйкес розеткаларға салыңыз. Блоктағы итергіштер мен тесіктерді қозғалтқыш майымен алдын ала майлаңыз;
- - ұштары бар өзек жинағын цилиндр басындағы тесіктерге салыңыз;
- - жинақталған рокердің осін шпилькаларға орнатыңыз және гайкалар мен шайбалармен бекітіңіз. Сфералық бөлігі бар реттегіш болттар өзекшенің жоғарғы ұшының сферасына тірелуі керек;
- - клапан өзектерінің ұштары мен рокер иықтарының ұштары арасындағы саңылауларды орнатыңыз. Рокердің ілмектері мен бірінші және сегізінші клапандар арасындағы саңылау 0,35-0,40 мм, қалған рокер иықтары мен клапандар арасындағы саңылау 0,40-0,45 мм.
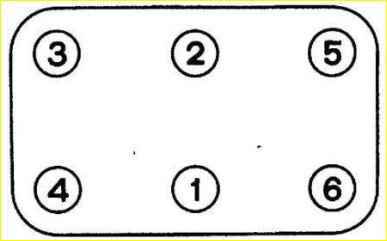
- - тығыздағыш пен рокер қақпағын орнатыңыз және суретке сәйкес бұрандалар мен шайбалармен бекітіңіз, осылайша дұрыс қатайтыңыз.
- - майлаңыз және іліністі босату ілінісін беріліс қорабының алдыңғы қақпағына қойыңыз.
- - беріліс қорабын орнату және бекіту;
- - ілінісу шанышқыны орнату;
- - «ЗМЗ-402 ГАЗ-2705 қозғалтқышын бөлшектеу» мақаласында аталған қозғалтқыш бөлшектері мен тораптарын орнату
")

")
")
")
")
")
")
")