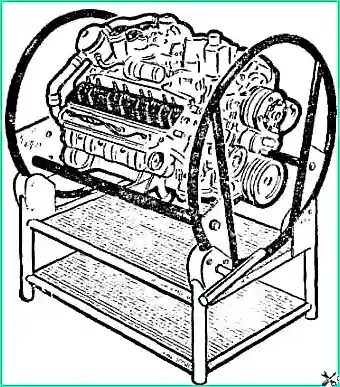
Pour l'assemblage du moteur, comme pour son démontage, le bloc-cylindres du moteur assemblé avec le carter d'embrayage est fixé sur le banc (voir fig. 1).
Toutes les pièces du moteur, avant l'assemblage, sont sélectionnées par dimensions, soigneusement lavées, soufflées à l'air comprimé et essuyées avec des chiffons propres.
Tous les assemblages filetés (goujons, bouchons, raccords, etc.), s'ils ont été dévissés lors du démontage ou remplacés, doivent être installés avec du minium ou de la céruse au plomb diluée dans de l'huile de lin naturelle.
Les assemblages fixes (obturateurs du bloc et des culasses) sont installés avec du nitrolaque.
Pour l'installation sur le moteur en réparation, ne sont pas admis :
- - les goupilles et le fil de goupillage ayant déjà servi ;
- - les rondelles élastiques ayant perdu leur élasticité ;
- - les boulons et goujons avec un filetage étiré ;
- - les écrous et boulons avec des méplats usés ;
- - les pièces présentant plus de deux marques ou bosses sur le filetage, ou des filets arrachés ;
- - les joints endommagés.
Le moteur est assemblé dans l'ordre inverse du démontage.
La préparation des pièces pour l'assemblage du moteur peut être consultée dans l'article - Préparation des ensembles et pièces pour l'assemblage du moteur ZMZ-53
Ci-dessous sont données quelques recommandations et exigences supplémentaires pour l'assemblage du moteur.
Lors du remplacement des chemises de cylindres, avant l'installation, la chemise est sélectionnée par rapport au logement dans le bloc-cylindres.
Les chemises sont sélectionnées à l'aide d'une règle métallique de précision et d'un jeu de cales d'épaisseur comme suit :
- la chemise, installée à sa place dans le bloc-cylindres sans joints d'étanchéité, doit être en retrait par rapport à la surface de joint du bloc-cylindres.
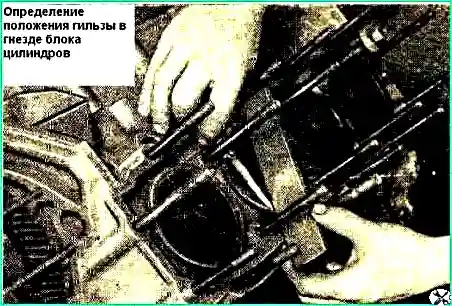
La règle est placée sur la surface de joint, et la cale d'épaisseur est introduite dans le jeu entre la règle et l'extrémité de la chemise (fig. 2).
L'épaisseur du joint est choisie de manière qu'après l'installation de la chemise avec le joint, sa saillie au-dessus de la surface du bloc-cylindres soit comprise entre 0,02 et 0,09 mm.
Les joints d'étanchéité sont disponibles en différentes épaisseurs :
- 0,3 ; 0,2 ; 0,15 et 0,1 mm. Selon le jeu, on installe sur la chemise l'un ou l'autre joint ; parfois, la valeur nécessaire est obtenue par un ensemble de joints de différentes épaisseurs.
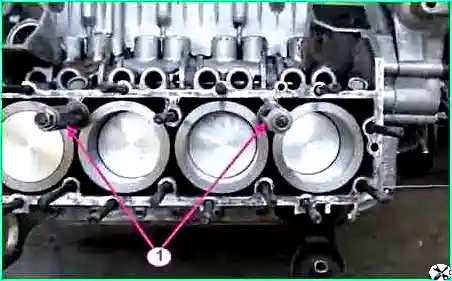
Après l'installation dans le bloc-cylindres, les chemises sont fixées avec des bagues de serrage (voir fig. 3).
Comme joint arrière sur les moteurs, on utilise un cordon d'amiante imprégné d'un mélange d'huile et de graphite.
Dans les logements du bloc-cylindres et du porte-joint, on place un cordon de 140 mm de longueur.
À l'aide d'un dispositif, le cordon est comprimé dans ses logements par de légers coups de marteau, comme indiqué sur la fig. 4.
Sans retirer le dispositif, on coupe les extrémités du cordon à fleur du plan de joint du porte-joint.
La coupe doit être régulière ; l'effilochage des extrémités et une coupe irrégulière ne sont pas admis.

Lors de l'assemblage du vilebrequin avec le volant et l'embrayage, les exigences suivantes doivent être respectées.
Les écrous de fixation du volant sont serrés avec un couple de 7,6 à 8,3 kgfm.
Lors de l'assemblage de l'embrayage, le disque mené est installé avec l'amortisseur vers le disque de pression et centré par rapport au roulement du vilebrequin (l'arbre d'entrée de la boîte de vitesses peut être utilisé comme mandrin).
Les repères « O » frappés sur le carter du disque de pression et sur le volant près de l'un des trous de fixation du carter doivent être alignés.
Le vilebrequin assemblé avec le volant et l'embrayage doit être dynamiquement équilibré. Le déséquilibre admissible est de 70 gcm.
Lors de l'équilibrage, on enlève la masse excédentaire du côté lourd en perçant le métal du volant à 6 mm de la couronne dentée avec un foret de 8 mm de diamètre à une profondeur ne dépassant pas 10 mm.
Si le déséquilibre de l'arbre assemblé dépasse 180 gcm, l'arbre est démonté et chaque pièce est équilibrée séparément.
Le déséquilibre du volant ne doit pas dépasser 35 gcm ;
le déséquilibre du disque de pression assemblé avec le carter — 36 gcm ;
le déséquilibre du disque mené — 18 gcm.
Pour l'assemblage du vilebrequin, voir l'article - Assemblage du vilebrequin avec le volant et l'embrayage et son installation dans le bloc-cylindres
Les chapeaux de paliers principaux sont installés de manière que les saillies de fixation des coussinets soient du même côté, et que les numéros ou repères frappés sur les chapeaux correspondent aux numéros des alésages.
Lors de l'installation du chapeau avant, il faut veiller à ce que la patte de fixation de la rondelle arrière du palier de butée pénètre dans la rainure du chapeau et qu'il n'y ait pas de dénivelé entre l'extrémité du chapeau et l'extrémité du bloc-cylindres.
Les écrous de fixation des chapeaux de paliers principaux sont serrés (couple 11-12 kgfm).
Après serrage et goupillage des écrous des chapeaux de paliers principaux, le vilebrequin doit tourner facilement sous de faibles efforts.
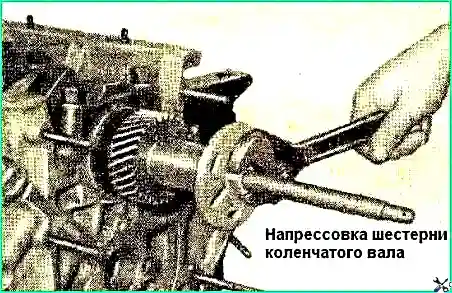
Après le montage du pignon du vilebrequin (fig. 5) à l'aide d'un extracteur et d'une bague de butée, vérifier le jeu axial du vilebrequin ; pour cela, pousser le vilebrequin vers l'extrémité arrière du moteur et, à l'aide d'une cale d'épaisseur, déterminer le jeu entre l'extrémité de la rondelle arrière du palier de butée et l'extrémité du tourillon principal avant du vilebrequin (fig. 6).
Le jeu doit être compris entre 0,075 et 0,175 mm.
Lors de l'assemblage des pièces du groupe bielle-piston, les exigences suivantes doivent être respectées.
Les axes de piston sont sélectionnés pour les bielles de manière qu'à température ambiante (+18°C), un axe légèrement lubrifié se déplace uniformément dans l'alésage de la bielle sous une légère pression du pouce.
Avant l'assemblage, les pistons sont chauffés dans de l'eau chaude à +70°C.
Le montage de l'axe dans un piston froid n'est pas autorisé, car cela pourrait endommager les surfaces des alésages des bossages du piston et déformer le piston lui-même.
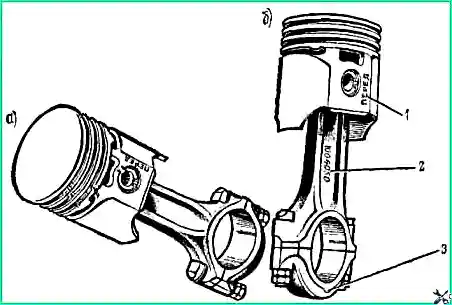
Les bielles et les pistons sont orientés lors de l'assemblage comme suit : pour les pistons des premier, deuxième, troisième et quatrième cylindres, l'inscription « avant » sur le piston et le numéro frappé sur le corps de la bielle doivent être dirigés en sens opposé ; pour les pistons des cinquième, sixième, septième et huitième cylindres — dans le même sens (fig. 7).
Les bagues d'arrêt de l'axe de piston sont installées dans les rainures des bossages du piston de manière que la patte de verrouillage soit dirigée vers l'extérieur.
Les segments de piston sont sélectionnés par rapport aux chemises dans lesquelles ils travailleront.
Le jeu mesuré dans le joint du segment placé dans la chemise doit être compris entre 0,3 et 0,5 mm pour les segments de compression et les segments racleurs d'huile.
Dans la rainure supérieure du piston, on installe le segment de compression chromé, et dans la seconde — le segment étamé, avec le dégagement sur le côté intérieur vers le fond.
Avant l'installation dans les chemises de cylindres, les joints des segments de piston sont disposés à 120° les uns des autres, et des capuchons de protection en laiton doivent être placés sur les boulons de bielle pour éviter d'endommager accidentellement la surface des tourillons de bielle.
Lors de l'installation des pistons dans les chemises de cylindres, veiller à ce que l'inscription « avant » sur le piston soit dirigée vers l'extrémité avant du bloc-cylindres.
Les écrous des boulons de bielle sont serrés (couple 6,8-7,5 kgfm) et freinés.
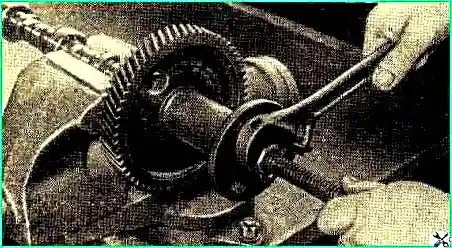
Après le montage du pignon sur l'arbre à cames (fig. 8), vérifier avec une cale d'épaisseur le jeu axial entre la bride de butée et l'extrémité du pignon de l'arbre à cames.
Le jeu doit être compris entre 0,08 et 0,2 mm.
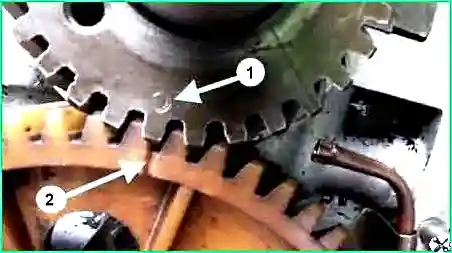
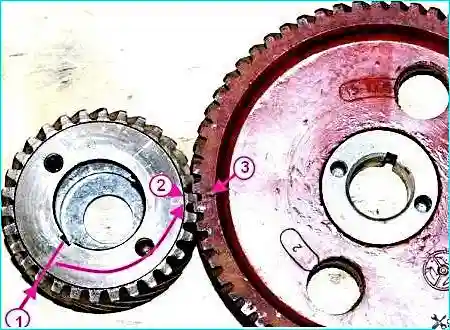
Lors de l'engrènement des pignons de distribution, la dent du pignon du vilebrequin portant le repère « O » doit pénétrer dans le creux des dents du pignon de l'arbre à cames marqué d'un trait.
Les pignons sont remplacés par ensemble, car ils sont sélectionnés en usine selon le jeu latéral et le bruit de fonctionnement.
Le jeu latéral dans l'engrènement doit être compris entre 0,03 et 0,08 mm.
Pour ne pas se tromper lors de l'assemblage et de l'installation des pignons, il faut savoir que le repère sur le pignon du vilebrequin se trouve sur la 12ème dent, en comptant à partir de la dent située en face de la rainure de clavette dans le sens inverse des aiguilles d'une montre (figure 11).
Lors de l'installation du couvercle des pignons de distribution sur le bloc-cylindres, le centrer par rapport à l'extrémité avant du vilebrequin à l'aide d'un mandrin conique pour éviter que le joint avant du vilebrequin ne travaille d'un seul côté.
Placer le mandrin conique sur l'extrémité avant du vilebrequin et presser avec lui le couvercle des pignons de distribution contre le bloc-cylindres à l'aide du cliquet, puis serrer les écrous de fixation du couvercle.
Le joint d'étanchéité du tube de la crépine d'huile doit être placé dans le logement du bloc-cylindres, et non sur le tube.
Avant l'installation sur le moteur, la pompe à huile est remplie d'huile.
Lors de l'assemblage de la culasse, les tiges des nouvelles soupapes sont enduites d'un mélange composé de sept parties de préparation colloïdale au graphite et de trois parties d'huile d'aviation.
Les axes des culbuteurs sont assemblés de manière que les trous pour les goujons de fixation dans l'axe et les supports soient décalés du côté opposé aux vis de réglage des culbuteurs.
Les écrous de fixation du tube d'admission sont serrés avec un effort modéré, car les joints en caoutchouc ne peuvent pas limiter le serrage en butée et un serrage excessif pourrait écraser les joints en caoutchouc.
L'entraînement du coupe-circuit-distributeur doit être installé dans l'ordre suivant.
Placer le piston du 1er cylindre en position de point mort haut (PMH) en phase de compression.
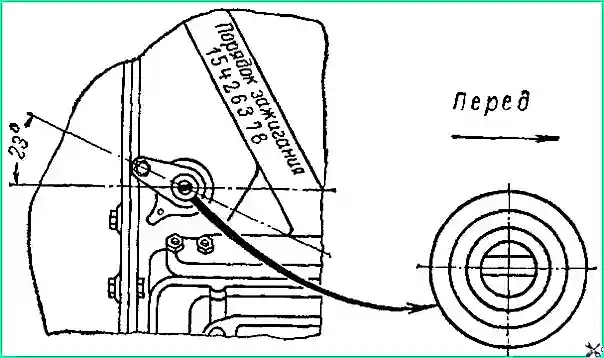
Insérer l'entraînement du coupe-circuit-distributeur dans l'orifice du bloc-cylindres de manière que la fente dans l'axe d'entraînement soit dirigée le long de l'axe du moteur et décalée vers la gauche, en considérant le sens de marche du véhicule.
Fixer le corps de l'entraînement avec le support et l'écrou de manière que le support avec l'alésage fileté pour la fixation du coupe-circuit-distributeur soit dirigé vers l'arrière et tourné d'un angle de 23° vers la gauche par rapport à l'axe longitudinal du moteur, comme indiqué sur la fig. 10.
Avant d'installer le coupe-circuit-distributeur sur le moteur, vérifier le jeu dans les contacts du coupe-circuit et, si nécessaire, le régler.
Le jeu dans les contacts doit être compris entre 0,3 et 0,4 mm.
À l'aide des écrous du correcteur d'octane, tourner le corps du coupe-circuit-distributeur de manière que l'aiguille se positionne sur la division zéro de l'échelle.
Tourner le rotor du distributeur de manière qu'il soit dirigé vers la borne du premier cylindre.
La borne du premier cylindre sur le couvercle du distributeur d'allumage est marquée du chiffre « 1 ».
Mettre le couvercle du distributeur avec les fils et connecter ceux-ci aux bougies d'allumage dans l'ordre de fonctionnement des cylindres du moteur (1-5-4-2-6-3-7-8). L'ordre d'allumage est moulé sur le tube d'admission du moteur.