Lors du débranchement de la canalisation haute pression d’un injecteur (sauf pour les injecteurs type 51), maintenir le raccord de l’injecteur avec une clé pour éviter qu’il ne se dévisse et ne provoque une fuite.
Après débranchement, vérifier le serrage du raccord sans déposer l’injecteur du moteur.
Lors de l’entretien de chaque injecteur, procéder au contrôle et au réglage dans l’ordre suivant :
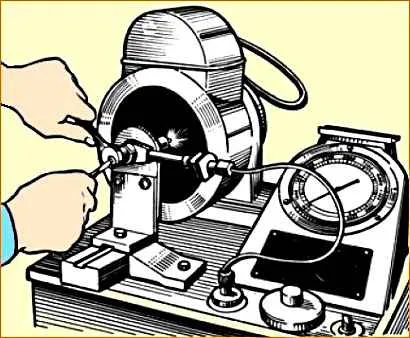
Il est recommandé d’effectuer le réglage sur un banc spécial type КИ-3333 conforme à GOST 10579-88.
La pression de début d’injection doit être déterminée selon le tableau.
- — La pression de début d’injection des injecteurs types 267-02, 267-10, 261-10(11) se règle par une vis, capuchon retiré et contre-écrou desserré. En vissant la vis, la pression augmente ; en la dévissant, elle diminue.
- — La pression de début d’injection des injecteurs types 204-50, 204-50.01 et 51-01 se règle au moyen de rondelles de réglage. En augmentant leur épaisseur totale, la pression augmente ; en la diminuant, elle diminue.
2. Vérifier l’étanchéité de l’atomiseur au cône d’obturation de l’aiguille et l’absence de fuites aux joints de la ligne haute pression.
Pour ce faire, créer dans l’injecteur une pression de carburant inférieure de 1–1,5 MPa (10–15 kgf/cm²) à la pression de début d’injection.
Pendant 15 secondes, aucune fuite de carburant par les orifices de pulvérisation ne doit être observée ; un mouillage du nez de l’atomiseur sans formation de goutte est admis.
Vérifier l’étanchéité aux joints de la ligne haute pression sous pression pendant 2 min ; sur la face supérieure de l’écrou d’atomiseur (injecteur incliné à 15° par rapport à l’horizontale), aucune goutte de carburant ne doit se former.
3. Vérifier la mobilité de l’aiguille en faisant circuler du carburant à travers l’injecteur réglé à la pression de début d’injection sur un banc d’épreuve, à une cadence de 30–40 injections par minute.
Il est admis de vérifier la mobilité de l’aiguille en même temps que la qualité de la pulvérisation (paragraphe 4).
4. Vérifier la qualité de la pulvérisation sur banc d’épreuve en faisant circuler du carburant à travers l’injecteur réglé à la pression de début d’injection à une cadence de 60–80 injections par minute.
La pulvérisation est considérée satisfaisante si le carburant est projeté dans l’atmosphère à l’état de brouillard et se répartit uniformément entre les jets et dans la section transversale de chaque jet.
Le début et la fin de l’injection doivent être nets. Après la fin de l’injection, un mouillage du nez de l’atomiseur sans formation de goutte est admis.
L’injection sur un injecteur neuf s’accompagne d’un bruit sec caractéristique. L’absence de ce bruit sur des injecteurs usagés ne signifie pas une baisse de qualité.
5. Vérifier l’étanchéité des joints, raccords et surfaces extérieures de la cavité basse pression par épreuve à l’air à 0,45±0,05 MPa (4,5±0,5 kgf/cm²).
Aucune fuite d’air ne doit être constatée pendant 10 secondes lorsque l’air est introduit côté nez de l’atomiseur.
6. Vérifier l’étanchéité des raccords « atomiseur–écrou d’atomiseur » par épreuve à l’air à 0,5±0,1 MPa (5±1 kgf/cm²) pendant 10 secondes, air introduit côté nez de l’atomiseur.
Aucun dégagement de bulles d’air par le filetage de l’écrou d’atomiseur (plongé dans du gazole) n’est admis.
En cas d’encrassement ou de colmatage d’un ou plusieurs orifices de l’atomiseur, démonter l’injecteur, nettoyer les pièces et les laver soigneusement dans du gazole filtré.
En cas de défaut d’étanchéité au cône d’obturation, remplacer l’atomiseur complet. Le remplacement partiel des pièces de l’atomiseur n’est pas autorisé.
Régler chaque injecteur à la pression de début d’injection.
Démonter l’injecteur dans l’ordre suivant :
Injecteurs types 267-02, 267-10, 204-50, 204-50.01, 261-10(11) :
- — dévisser le capuchon de l’injecteur ;
- — dévisser le contre-écrou et dévisser complètement la vis de réglage ;
- — dévisser l’écrou de ressort d’un tour et demi à deux tours ;
- — dévisser l’écrou d’atomiseur ;
- — retirer l’atomiseur en retenant l’aiguille pour éviter qu’elle ne tombe.
Régler chaque injecteur à la pression de début d’injection
YaMZ-236НЕ2, БЕ2 avec culasse unique :
- — Injecteur type 267.1112010-02 → pression de début d’injection — 26,5±0,8 MPa (270±8 kgf/cm²) ;
- — Injecteur type 204.1112010-50.01 → pression — 26,5±1,2 MPa (270±12 kgf/cm²).
YaMZ-236НЕ2, БЕ2 avec culasse unique et pompe d’injection en V :
- — Injecteur type 267.1112010-10 → pression — 26,5±0,8 MPa (270±8 kgf/cm²) ;
- — Injecteur type 204.1112010-50 → pression — 26,5±1,2 MPa (270±12 kgf/cm²).
YaMZ-236НЕ2, БЕ2 avec culasses individuelles :
- — Injecteur type 51.1112010-01 → pression — 26,5±1,2 MPa (270±12 kgf/cm²).
YaMZ-236Н, Б, НЕ, БЕ :
- — Injecteur type 261.1112010-11 (10) → pression — 20,6±0,8 MPa (210±8 kgf/cm²).
Injecteur type 51-01 :
- — dévisser l’écrou d’atomiseur ;
- — retirer l’atomiseur en retenant l’aiguille.
Nettoyer les dépôts de carbone sur le corps de l’atomiseur avec une brosse métallique ou un papier abrasif de granulométrie ≤ M40.
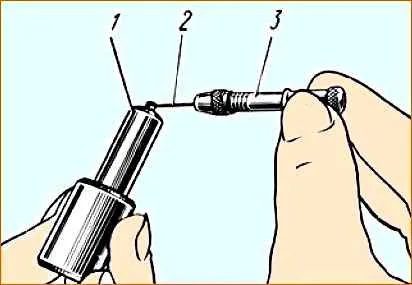
Nettoyer les orifices de pulvérisation avec un fil d’acier de diamètre 0,3 mm (atomiseur des types 267-02, 267-10, 204-50, 204-50.01 et 261-10(11)) ou 0,28 mm (type 51-01).
L’utilisation de matériaux durs ou de papier abrasif pour nettoyer les cavités internes du corps d’atomiseur et les surfaces de l’aiguille est interdite.
Avant le remontage, laver soigneusement l’atomiseur et l’aiguille dans du gazole filtré.
L’aiguille doit se déplacer librement : sortie d’un tiers de sa longueur de guidage hors du corps, en inclinant l’atomiseur à 45° par rapport à la verticale, l’aiguille doit redescendre doucement et complètement sous son propre poids, sans accroc.
Remonter l’injecteur dans l’ordre inverse du démontage.
Lors du serrage de l’écrou, tourner l’atomiseur dans le sens inverse du vissage jusqu’à la butée contre les ergots de fixation, maintenir cette position et visser l’écrou à la main, puis effectuer le serrage final.
Couple de serrage de l’écrou d’atomiseur : 70–80 N·m (7–8 kgf·m) ; raccord injecteur : 80–100 N·m (8–10 kgf·m).
Après remontage, régler l’injecteur à la pression de début d’injection et vérifier la qualité de pulvérisation et le fonctionnement de l’atomiseur.
Il est formellement interdit de monter des injecteurs ou atomiseurs non conformes à ce moteur.