Culasse
La culasse est une pièce monobloc en fonte grise, fixée au bloc par des goujons vissés dans le bloc.
Les goujons sont en acier chromo-nickel et traités thermiquement.
La culasse comporte une chemise d’eau en communication avec celle du bloc. Des orifices latéraux reçoivent les raccords d’amenée de carburant.
La culasse contient les soupapes avec ressorts et leurs éléments de fixation, les culbuteurs, leurs axes ainsi que les injecteurs.
Les sièges de soupapes sont rapportés.
Les sièges d’admission sont en fonte spéciale, les sièges d’échappement en alliage spécial réfractaire.
Les sièges sont frettés dans leurs logements.
Les sièges et les guides de soupapes (cermet) sont usinés après frettage dans la culasse.
Les culasses montées sur les moteurs présentent des différences constructives :
Sur les moteurs YaMZ-236НЕ2, БЕ2, les culasses peuvent être monoblocs (trois cylindres chacune) ou individuelles :
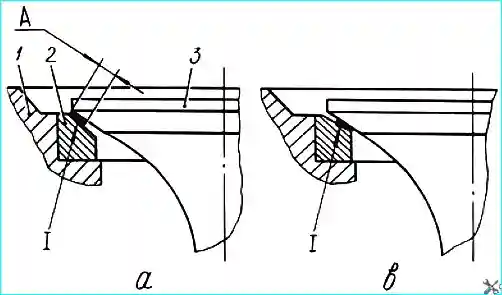
- — Culasse monobloc trois cylindres. La surface de joint est rectifiée, avec des gorges annulaires au droit des chemises.
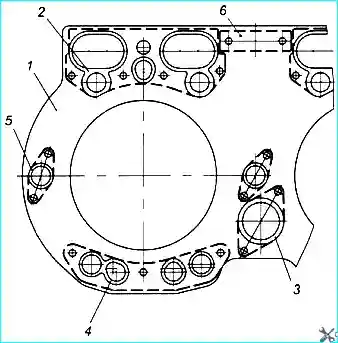
Le joint culasse–bloc–chemise utilise un joint métallique (unique pour trois cylindres) assurant l’étanchéité des gaz, et des éléments en caoutchouc pour les circuits huile, eau et tiges de poussoirs.
Quatorze éléments d’étanchéité de cinq types par joint (fig. 1).
La culasse individuelle équipe chaque cylindre et est fixée au bloc par six goujons (longueurs 209 mm et 248 mm).
Un cup en fonte pour l’injecteur est fretté dans la culasse, son extrémité supérieure étant étanchée par un joint en caoutchouc.
La surface de joint comporte trois gorges annulaires au droit des chemises.
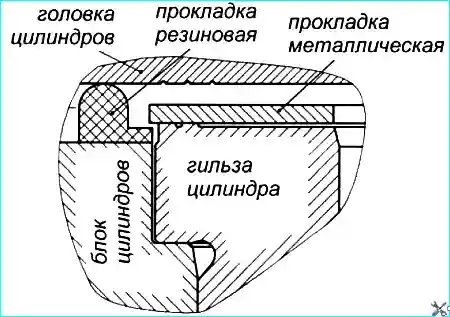
Le joint (fig. 2) est composé d’une plaque métallique (étanchéité des gaz) et d’un joint caoutchouc (étanchéité des circuits huile, eau et tiges).
Les deux joints sont centrés par des ergots sur le bloc.
Le joint métallique existe en quatre épaisseurs (1,1 mm ; 1,3 mm ; 1,5 mm ; 1,7 mm), choisies individuellement à l’assemblage pour optimiser la combustion.
En pièce de rechange, le joint fourni a 1,7 mm d’épaisseur.
Les moteurs YaMZ-236Н (Б ; НЕ ; БЕ) utilisent des culasses monoblocs trois cylindres, analogues à celles décrites ci-dessus.
Ne déposer la culasse qu’en cas de défaut sur le groupe piston–chemise, le joint de culasse, les soupapes ou la culasse elle-même.
Dépose de la culasse
Ordre de dépose :
- — Vidanger le circuit de refroidissement.
- — Déconnecter tous les tuyaux de la culasse, protéger leurs orifices contre la poussière.
- — Déposer le couvercle de culasse.
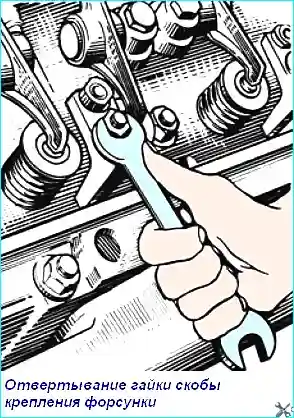
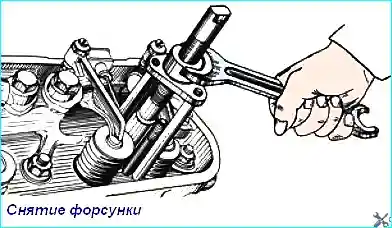
- — Dévisser les écrous des étriers d’injecteurs (fig. 3), retirer les injecteurs (fig. 4) en protégeant l’atomiseur des chocs et du colmatage.
- — Dévisser les écrous de fixation des axes de culbuteurs, retirer les axes avec les culbuteurs, puis extraire les tiges de poussoirs.
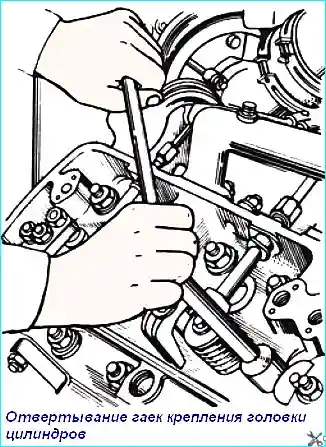
- — Dévisser les écrous de fixation de la culasse (fig. 5) en respectant l’ordre inverse du serrage (fig. 7).
Pour les culasses individuelles, dévisser les écrous en trois étapes au moins :
- — 1re étape : 118–147 N·m (12–15 kgf·m) ;
- — 2e étape : 39–49 N·m (4–5 kgf·m) ;
- — 3e étape : dévisser complètement.
- — Retirer la culasse et l’inspecter.
- — Si nécessaire, retirer délicatement le joint de culasse.
- — Vérifier l’état des chemises puis obturer les alésages pour éviter les poussières.
Remonter en ordre inverse.
Avant montage, essuyer les surfaces de joint du bloc, du collet des chemises et de la culasse avec un chiffon propre.
La réutilisation du joint de culasse n’est autorisée qu’avec la même culasse, les chemises n’ayant pas bougé, et en l’absence de traces de passage de gaz ou de détérioration du cadre.
Vérifier le bon centrage du joint sur les ergots et le bon engagement des cadres sur les collets des chemises.
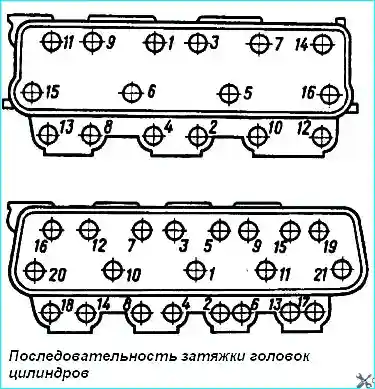
Serrager les écrous selon l’ordre croissant de la fig. 7, au couple de 240–260 N·m (24–26 kgf·m).
Après le premier serrage, revérifier le couple sur chaque écrou, dans le même ordre.
Ne pas dépasser le couple prescrit sous peine de détériorer l’étanchéité des gaz.
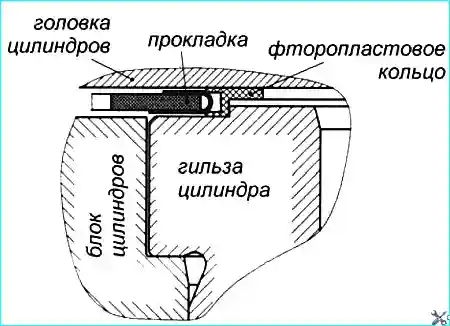
L’étanchéité gaz est assurée par un joint « sandwich » avec cadre au droit des cylindres et des passages d’eau.
Des bagues en PTFE fendues sont insérées dans les cadres des cylindres.
La fixation au bloc se fait par 16 goujons avec rondelles et écrous.
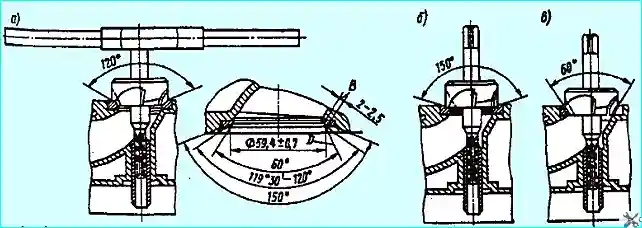
Rodage des soupapes
Avant démontage, nettoyer la culasse (huile, calamine) et numéroter les soupapes sur leurs têtes pour les remettre à la même place.
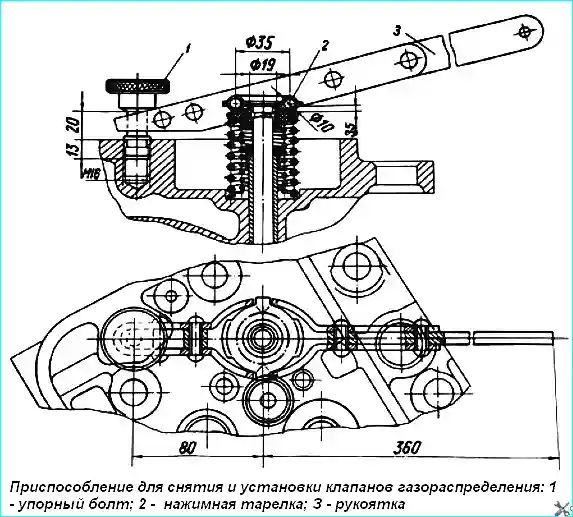
Pour déposer les soupapes, poser la culasse sur un marbre (face d’appui vers le bas) après avoir retiré injecteurs, culbuteurs, axes et goujons correspondants.
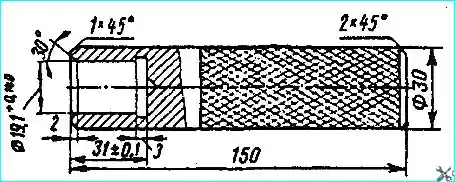
Utiliser l’outil (fig. 9).
Visser la vis de butée 1 dans un trou de goujon d’axe de culbuteur, placer la coupelle 2 sur le ressort de la soupape concernée, actionner le levier 3 pour comprimer le ressort, retirer les demi-clavettes, puis toutes les pièces du ressort.
Répéter pour toutes les soupapes.
Retourner la culasse et extraire les soupapes de leurs guides.
Nettoyer soigneusement soupapes et sièges (calamine, dépôts d’huile), les laver au kérosène ou solvant spécial, sécher et examiner pour décider des réparations.
Après rodage, bien laver soupapes et culasse au kérosène ou solvant, puis sécher.
Vérifier l’étanchéité en versant du kérosène ou gazole alternativement dans les orifices d’admission et d’échappement. Des soupapes bien rodées ne doivent pas laisser passer le liquide pendant une minute.
Réparation des guides et sièges de soupapes
Si le diamètre intérieur du guide dépasse 12,06 mm, remplacer le guide.
Fretter le nouveau guide à l’aide du mandrin (fig. 11), puis l’aléser au diamètre nominal 12+0,019 mm ou réparation 11,6+0,019 mm.
Réparation des culbuteurs
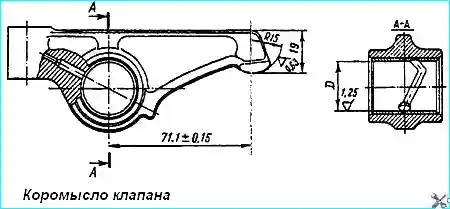
Défauts courants : usure de l’alésage de la douille (axe de culbuteur), desserrage de la douille, usure du nez.
Remplacer le culbuteur s’il est fissuré ou cassé.
Si l’alésage atteint 25,15 mm, remplacer uniquement la douille. La remplacer aussi si elle est desserrée.
Aléser la douille frettée au diamètre 25+0,030 mm.
Montage des culasse, culbuteurs et réglage des jeux aux soupapes
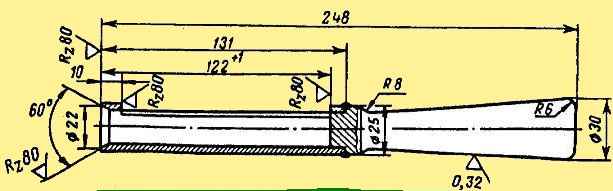
Visser les goujons de culasse dans les deux rangées du bloc, après avoir graissé les taraudages à l’huile diesel.
Les visser à fond (couple 80–100 N·m, 8–10 kgf·m) ; la saillie doit être de 122 mm (contrôle par la douille fig. 13).
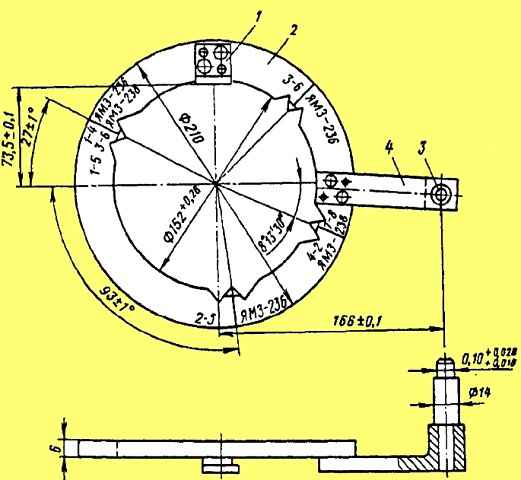
Les jeux aux soupapes se règlent simultanément sur deux cylindres à l’aide du cadran (fig. 14).
Le cadran se monte sur la poulie de vilebrequin, le doigt 3 se visse dans le trou taraudé du couvercle de distribution.
Ordre de réglage des jeux thermiques du moteur YaMZ-326 :
- — Tourner le vilebrequin dans le sens horaire (par le boulon de poulie) jusqu’à ce que la soupape d’admission du 1er cylindre soit complètement fermée. Continuer à tourner jusqu’à aligner le repère de la poulie avec la marque 1–4 YaMZ-236 sur le cadran ;
- — Régler les jeux entre le nez des culbuteurs et l’extrémité des soupapes des 1er et 4e cylindres. Après serrage du contre-écrou, une lame de 0,25 mm doit passer librement, une lame de 0,30 mm avec effort. Une variation du jeu entre 0,20 et 0,35 mm après rotation du vilebrequin est admise ;
- — En alignant, pendant la compression et dans l’ordre de fonctionnement (1-4-2-5-3-6), le repère de la poulie avec les marques 1-4, 2-5, 3-6 YaMZ-236 sur le cadran, régler les jeux des autres cylindres.
Les tiges de poussoirs doivent pouvoir tourner librement à la main.
Régler le jeu avec la vis de réglage ; après réglage, bloquer la vis par son contre-écrou et revérifier le jeu.