Deux culasses sont installées sur le moteur.
Chaque culasse est centrée par deux bagues-chevilles de fixation serties dans le bloc-cylindres.
Des bagues de guidage et des sièges de soupapes sont sertis dans les culasses.
Les bagues de guidage des soupapes sont en métal-céramique. Le diamètre intérieur de la bague de guidage de la soupape d'admission est de 9+0,022 mm, et celui de la soupape d'échappement de 11+0,022 mm.
L'usure admissible de l'alésage des bagues de guidage des soupapes ne doit pas dépasser 0,05 mm. Si le diamètre intérieur de la bague augmente davantage, elle doit être remplacée.
Pour les pièces de rechange, les soupapes sont disponibles en taille standard, et les bagues avec un diamètre intérieur réduit de 0,3 mm, c'est-à-dire avec une surépaisseur pour l'alésage après sertissage dans la culasse.
La bague usée est retirée à l'aide d'un chasse-goupille. La nouvelle bague est sertie à l'aide d'un mandrin de butée du côté des culbuteurs.
La bague ne doit pas dépasser de plus de 22 mm au-dessus du plan sous le ressort de soupape.
Après le sertissage, l'alésage de la bague de soupape est alésé à la taille standard correspondante.
Les sièges de soupapes sont en fonte.
Les petits défauts de la surface de travail du siège peuvent être éliminés par rodage de la soupape sur le siège, et les rayures profondes et autres défauts importants par rectification du siège suivie d'un rodage de la soupape sur le siège.
L'étanchéité de la soupape dans son siège dépend également de la concentricité de la portée de travail du siège et de l'alésage de la bague de guidage.
La concentricité du siège est mesurée avec un dispositif à comparateur.
La base est l'alésage de la bague de guidage de la soupape, et le palpeur du comparateur glisse sur la surface de travail du siège.
La non-concentricité admissible sans réparation ne doit pas dépasser 0,06 mm.
Lors du remplacement du siège de soupape, il est retiré à l'aide de fraises en carbure.
Avant l'installation d'un siège de dimension de réparation, son logement dans la culasse est alésé aux dimensions suivantes :
Pour le siège de la soupape d'admission : 49,25+0,027 mm et pour la soupape d'échappement : 38,75+0,027 mm.
Avant le sertissage dans la culasse, les sièges et les bagues de guidage des soupapes sont refroidis dans du dioxyde de carbone solide (glace carbonique), et la culasse est chauffée à 160-175°C.
Les sièges et les bagues froids doivent entrer dans les logements de la culasse chauffée librement ou avec un léger effort lors de l'assemblage.
Sous de légers coups de marteau sur le mandrin, le siège et la bague de soupape doivent se mettre en place.
Il ne faut en aucun cas enfoncer le siège ou la bague avec un effort important, car cela endommagerait le montage et, par la suite, le siège ou la bague pourraient tomber de leur logement pendant le fonctionnement du moteur.
L'opération d'installation des sièges et des bagues dans la culasse doit être effectuée rapidement.
Lorsque les températures s'équilibrent dans cet assemblage, des serrages importants apparaissent, rendant tout sertissage ultérieur impossible sans effort excessif.
Les portées de travail des sièges nouvellement installés doivent être rectifiées de manière concentrique aux alésages des bagues de guidage des soupapes. Pour cela, on utilise un dispositif spécial.
Le mandrin de serrage est installé dans l'alésage usiné de la bague, et la queue du mandrin sert d'axe pour la meule (entraînée par moteur électrique) avec une portée à 45°.
Lors de la rectification, la concentricité de la portée de travail du siège et de l'alésage de la bague de soupape doit être de 0,03 mm (au comparateur).
La culasse destinée à l'assemblage doit être soigneusement lavée, la chemise de refroidissement doit être nettoyée du tartre et de la saleté, les canaux d'huile des boues, et les canaux d'échappement de la calamine.
Les bagues de guidage des soupapes serties dans la culasse doivent être de dimension nominale ou de l'une des dimensions de réparation et marquées à la peinture. Les dimensions des bagues et leur marquage sont indiqués dans le tableau 1.
La distance entre l'extrémité supérieure de la bague de guidage et le plan de la culasse doit être de 24 mm.
Les sièges des soupapes d'admission et d'échappement doivent être rectifiés à 45° par rapport à l'axe des bagues de guidage.
La largeur de la portée de travail du siège doit être de 1,5 à 2,0 mm.
Le faux-rond des surfaces coniques de tous les sièges de soupape par rapport aux axes des alésages des bagues de guidage des soupapes — pas plus de 0,025 mm.
Les bagues de guidage des soupapes serties dans la culasse peuvent, selon leur diamètre extérieur, être de dimension nominale ou de réparation (augmentée de 0,25 mm).
Tableau 1. Dimensions nominale et de réparation de la bague de guidage de soupape
- Dimension nominale, marquage - jaune, diamètre intérieur de la bague de guidage de soupape - 9,00 +0,022 mm ;
- Première réparation, diminution du diamètre de 0,20 mm, marquage - blanc, diamètre intérieur de la bague de guidage de soupape - 8,80 +0,022 mm ;
- Deuxième réparation, augmentation du diamètre de 0,20 mm, marquage - vert, diamètre intérieur de la bague de guidage de soupape - 9,20 +0,022 mm
Soupapes d'admission et d'échappement
Les diamètres des tiges des soupapes doivent être de dimension nominale ou de l'une des dimensions de réparation indiquées dans le tableau.
Tableau 2. Dimensions nominale et de réparation des tiges de soupapes
- Dimension nominale, marquage - jaune, diamètre de la tige de la soupape d'admission - 9,0 -0,050 mm, diamètre de la tige de la soupape d'échappement - 9,0 -0,075 mm ;
- Première réparation, diminution du diamètre de 0,20 mm, marquage - blanc, diamètre de la tige de la soupape d'admission - 8,80 -0,050 mm, diamètre de la tige de la soupape d'échappement - 8,80 -0,075 mm ;
- Deuxième réparation, augmentation du diamètre de 0,20 mm, marquage - vert, diamètre de la tige de la soupape d'admission - 9,2 -0,050 mm, diamètre de la tige de la soupape d'échappement - 9,2 -0,075 mm
La portée de travail de la tête de soupape doit être rectifiée à un angle de 45° par rapport à l'axe de la tige.
La qualité de surface de la portée de travail après rectification doit correspondre à la 8ème classe.
Le faux-rond de la surface de travail de la portée par rapport à la tige de la soupape ne doit pas dépasser 0,03 mm.
Assemblage et installation de la culasse
Avant l'installation, les soupapes et les alésages des bagues de guidage doivent être soigneusement essuyés.
Les soupapes avec des tiges de dimension nominale ou de réparation doivent être installées dans les bagues de guidage de dimension correspondante.
Avant l'assemblage, les soupapes doivent être rodées sur les sièges dans la culasse.
Le rodage est effectué avec une pâte composée d'une part de micropoudre M20 GOST 3647-59 et de deux parts d'huile industrielle 20 (huile de fuseau).
Après le rodage, les portées de travail des soupapes et des sièges doivent présenter sur toute la circonférence une bande mate continue de contact d'une largeur d'au moins la moitié de la largeur de la portée du siège.
Les soupapes rodées sont numérotées selon leurs sièges et ne doivent pas être interchangeées par la suite.
Après le rodage, les pièces doivent être soigneusement lavées.
La qualité du rodage doit être vérifiée pour l'étanchéité (sous une pression relative de 0,05 kg/cm², la quantité d'air s'échappant par la soupape ne doit pas dépasser 12 cm³ par minute).
Ordre de placement des goujons de fixation des supports de l'axe des culbuteurs et du collecteur d'échappement :
a) goujons des supports M10x1 L=112 mm — les deux extrêmes ;
goujons des supports M10x1 L=80 mm — les deux centraux ;
b) goujons de fixation du collecteur d'admission :
- extrêmes M10x1 L=30 mm ;
- centraux M10x1 L=42 mm.
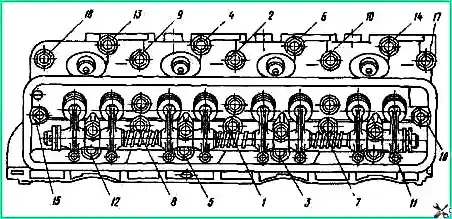
Avant l'installation de la culasse assemblée avec les soupapes et le collecteur d'échappement, les goujons de fixation de la culasse doivent être vissés à fond dans le bloc dans l'ordre indiqué sur la fig. 1 et dans le tableau.
Le joint de culasse ne doit pas présenter de fissures ni d'écaillage de l'amiante.
Avant la mise en place, la culasse doit être soigneusement soufflée à l'air comprimé.
La culasse doit être librement enfilée sur les goujons sans chocs et installée sur les deux chevilles.
Lors du serrage des écrous des goujons de la culasse, respecter l'ordre indiqué sur la fig. 1.
Les écrous sont serrés en deux étapes : pré-serrage et serrage final.
Le couple de serrage doit être compris entre 7,3 et 7,8 kgfm.
Le serrage final doit être effectué sur le moteur froid.
Après le rodage à chaud et le refroidissement complet du moteur, vérifier le couple de serrage, qui doit être de 7,3 à 7,8 kgfm.
Lors du resserrage des écrous de la culasse, desserrer les écrous de fixation du collecteur d'admission.
Tableau 3. Ordre d'installation des goujons de fixation de la culasse
Numéro des goujons dans l'ordre / taille du goujon et son numéro :
- 12-5-3-11 / 291859-P ; M11x1L=170 ;
- 3-1-7-16 / 291860-P ; M11x1L=208 ;
- 17-10-2-9-18 / 291826-P ; M11x1L=195 ;
- 13-4-6-14 / 291823-P ; M11x1L=108 ;
- 15 dans la rangée droite de cylindres / 291826-P ; M11x1L=208 ;
- 15 dans la rangée gauche de cylindres / 291826-P ; M11x1L=195
Assemblage et installation de l'axe avec les culbuteurs et les supports
Avant l'assemblage, la cavité interne de l'axe des culbuteurs doit être soigneusement nettoyée des boues, de la saleté, etc., et soufflée à l'air comprimé. La surface extérieure doit être essuyée avec un chiffon et lubrifiée d'une fine couche d'huile de fuseau.
Les culbuteurs assemblés sur l'axe doivent tourner librement sans à-coups.
La vis de réglage doit se visser librement dans le culbuteur sans à-coups.
Les axes des culbuteurs avec les culbuteurs et les supports assemblés doivent être installés sur les goujons de la culasse de manière que les têtes des tiges de poussoirs entrent dans les logements des culbuteurs.
Le jeu entre les soupapes et le culbuteur sur le moteur froid doit être compris entre 0,25 et 0,30 mm.
Le réglage du jeu doit être effectué dans l'ordre suivant : tourner le vilebrequin en position correspondant au PMH de la compression dans le premier cylindre, pour ce faire :
- - fermer avec le doigt l'orifice de la bougie du premier cylindre, tourner le vilebrequin jusqu'au début de la sortie d'air comprimé sous le doigt. Cela se produit au début de la course de compression ;
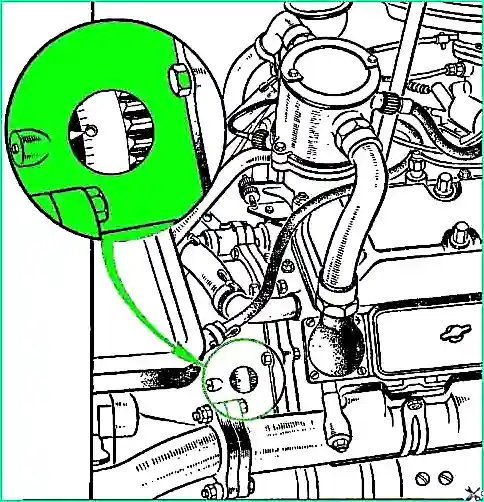
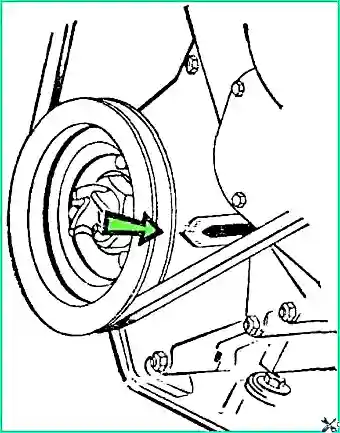
- - tourner soigneusement le vilebrequin jusqu'à ce que le repère sur la poulie du vilebrequin coïncide avec le repère central de l'indicateur de PMH (fig. 2), situé sur le couvercle avant du bloc, et régler les jeux entre les soupapes et les culbuteurs du premier cylindre.
Ensuite, en tournant le vilebrequin chaque fois de 90°, régler les jeux des soupapes des sept autres cylindres dans l'ordre de fonctionnement 5-4-2-6-3-7 et 8.