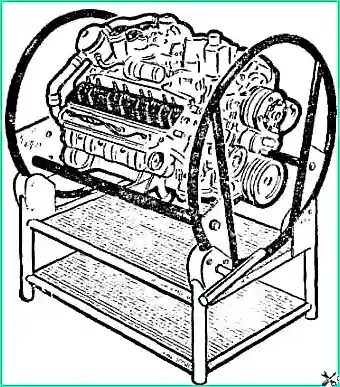
發動機的組裝與解體一樣,氣缸體連同離合器殼體總成固定在台架上(見圖 1)。
組裝前,所有發動機零件按尺寸選配,仔細清洗,用壓縮空氣吹淨並用乾淨的布擦拭。
所有螺紋連接(螺柱、螺塞、接頭等),如果在解體時被擰下或更換過,必須塗抹紅丹粉或鉛白(用天然乾性油調配)後安裝。
不可拆卸連接(氣缸體和氣缸蓋的堵塞)使用硝基漆安裝。
在維修發動機上安裝時,不允許使用:
- - 使用過的開口銷和開口銷用鐵絲;
- - 失去彈性的彈簧墊圈;
- - 螺紋拉伸的螺栓和螺柱;
- - 棱邊磨損的螺母和螺栓;
- - 螺紋上有兩處以上凹痕或壓痕,或螺紋損壞的零件;
- - 損壞的墊片。
按解體的相反順序組裝發動機。
發動機組裝零件的準備可參閱文章 - ZMZ-53 發動機組裝總成和零件的準備
以下給出發動機組裝的個別建議和附加要求。
更換氣缸套時,安裝前需按氣缸體中的座孔選配氣缸套。
氣缸套使用精密金屬直尺和塞尺組按以下方式選配:
- 不帶密封墊片安裝到氣缸體座孔中的氣缸套,應低於氣缸體結合面。
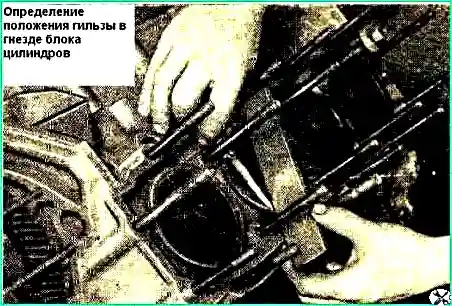
將直尺放在結合面上,將塞尺插入直尺與氣缸套端面之間的間隙中(圖 2)。
墊片厚度選取應使安裝帶墊片的氣缸套後,其高出氣缸體表面的量在 0.02-0.09 毫米範圍內。
密封墊片有以下不同厚度:
- 0.3、0.2、0.15 和 0.1 毫米。根據間隙大小,在氣缸套上安裝相應的墊片,有時通過不同厚度墊片的組合來獲得所需厚度。
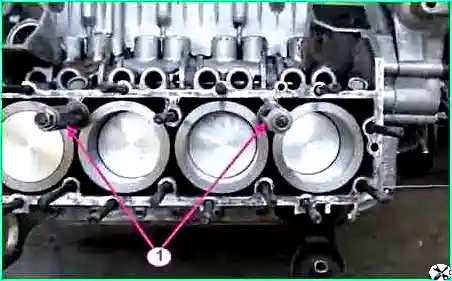
氣缸套安裝到氣缸體後,用夾緊套筒固定(見圖 3)。
發動機的後油封使用浸漬油石墨混合物的石棉繩。
在氣缸體和油封座的座孔中放入長度為 140 毫米的繩。
使用專用工具,如圖 4 所示,用輕錘敲擊將繩在其座孔中壓實。
不取下工具,將繩端與油封座結合面齊平切斷。
切口應平整,不允許繩端鬆散和切口不平整。

組裝曲軸與飛輪和離合器時遵守以下要求。
飛輪固定螺母的擰緊力矩為 7.6-8.3 公斤力·米。
組裝離合器時,從動盤減震器朝向壓盤安裝,並以曲軸軸承定心(變速器輸入軸可作為定心心軸)。
壓盤外殼和飛輪上在一個外殼固定螺栓孔旁打的「O」標記必須對齊。
曲軸連同飛輪和離合器總成應進行動平衡。允許不平衡量為 70 克·厘米。
平衡時,在飛輪上距齒圈 6 毫米處用直徑 8 毫米的鑽頭鑽孔去除重側多餘金屬,深度不超過 10 毫米。
如果組裝後的曲軸不平衡量超過 180 克·厘米,則將曲軸解體,分別平衡每個零件。
飛輪不平衡量不超過 35 克·厘米;
壓盤連同外殼總成不平衡量 — 36 克·厘米;
從動盤不平衡量 — 18 克·厘米。
曲軸組裝請參閱文章 - 曲軸與飛輪和離合器的組裝及其安裝到氣缸體中
主軸承蓋安裝時應使軸瓦的定位凸耳在同一側,蓋上打出的編號或標記應與軸承座編號對應。
安裝前蓋時,注意止推軸承後墊圈的定位凸耳應進入蓋的槽中,且蓋端面與氣缸體端面之間不形成台階。
擰緊主軸承蓋固定螺母(力矩 11-12 公斤力·米)。
主軸承蓋螺母擰緊並鎖好開口銷後,曲軸應能在較小力作用下輕鬆轉動。
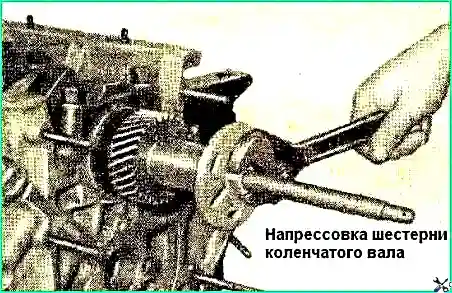
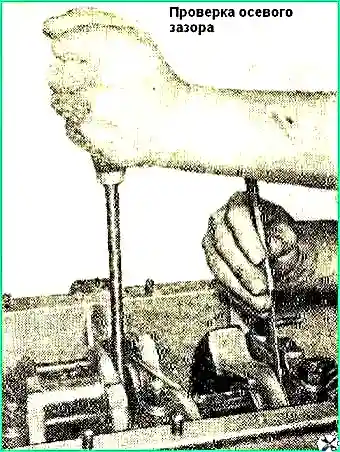
曲軸齒輪壓裝後(圖 5),使用拉馬和止推套檢查曲軸軸向間隙:將曲軸推向發動機後端,用塞尺測量止推軸承後墊圈端面與曲軸前主軸頸端面之間的間隙(圖 6)。
間隙應在 0.075-0.175 毫米範圍內。
組裝活塞連桿組零件時需遵守以下要求。
活塞銷選配到連桿時,在室溫(+18°C)下,略帶潤滑的活塞銷應能在連桿孔中在大拇指輕壓下平穩移動。
組裝前,活塞在熱水中加熱至 +70°C。
不允許將活塞銷壓入冷活塞中,因為這可能損壞活塞銷座孔表面,並導致活塞變形。
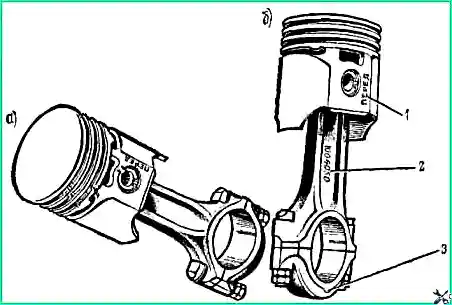
連桿和活塞組裝時的定向方式如下:對於第一、二、三、四缸活塞,活塞上的「前」標記和連桿桿身上壓印的編號應朝向相反方向;對於第五、六、七、八缸活塞 — 朝向相同方向(圖 7)。
活塞銷的卡環安裝在活塞銷座槽中,使卡環的彎曲凸耳朝外。
活塞環根據其將在其中工作的氣缸套選配。
將活塞環放入氣缸套中測量的開口間隙,壓縮環和油環應在 0.3-0.5 毫米範圍內。
在活塞第一道環槽中安裝鍍鉻壓縮環,第二道安裝鍍錫壓縮環,內側倒角朝向活塞頂部。
將活塞安裝到氣缸套前,將活塞環開口相互錯開 120°,並在連桿螺栓上套上黃銅保護帽,以免意外損壞連桿軸頸表面。
將活塞安裝到氣缸套時,注意活塞上的「前」標記應朝向氣缸體前端。
擰緊連桿螺栓螺母(力矩 6.8-7.5 公斤力·米)並鎖緊。
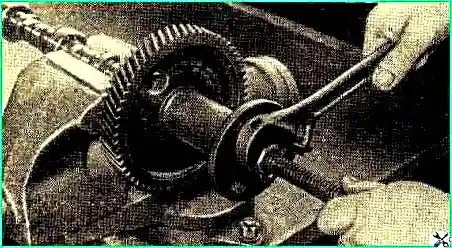
凸輪軸齒輪壓裝後(圖 8),用塞尺檢查止推法蘭與凸輪軸齒輪端面之間的軸向間隙。
間隙應在 0.08-0.2 毫米範圍內。
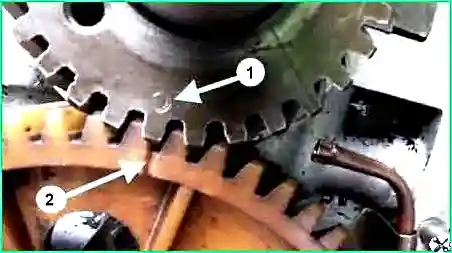
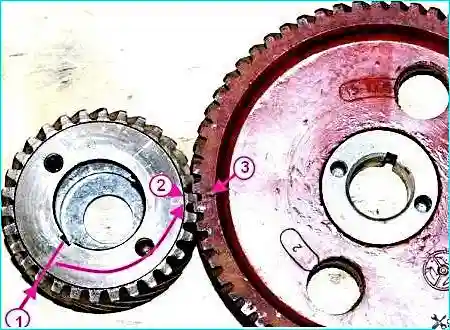
配氣機構齒輪嚙合時,曲軸齒輪上帶「O」標記的齒應嚙入凸輪軸齒輪上刻線標記的齒槽中。
齒輪應成套更換,因為它們在工廠是根據側隙和工作噪音選配的。
嚙合側隙應在 0.03-0.08 毫米範圍內。
為避免組裝和安裝齒輪時出錯,需注意曲軸齒輪上的標記在從鍵槽對面齒開始逆時針數的第 12 個齒上(圖 11)。
將配氣機構齒輪蓋安裝到氣缸體時,使用錐形心軸使其相對曲軸前端對中,以防止曲軸前油封單側磨損。
將錐形心軸套在曲軸前端,用棘輪將其將齒輪蓋壓向氣缸體,然後擰緊齒輪蓋固定螺母。
機油集濾器管的密封墊片應放入氣缸體座孔中,而不是套在管上。
將機油泵安裝到發動機前,向泵內加註機油。
組裝氣缸蓋時,新氣門桿塗抹由七份膠體石墨製劑和三份航空機油組成的混合物。
搖臂軸的組裝應使軸和支座上的固定螺柱孔偏向搖臂調整螺栓的相反方向。
進氣管固定螺母用適度力矩擰緊,因為橡膠墊片不能限制擰緊至止點,過度擰緊可能壓壞橡膠墊片。
斷電器-分電器驅動裝置需按以下順序安裝。
將第一缸活塞置於壓縮行程上止點位置。
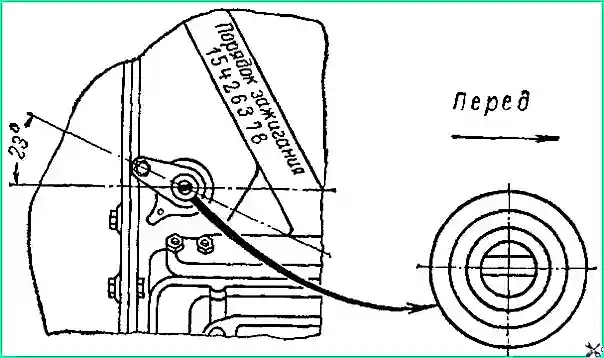
將斷電器-分電器驅動裝置插入氣缸體孔中,使驅動軸上的槽沿發動機軸線方向並向左偏移(按汽車前進方向計)。
用固定座和螺母固定驅動裝置殼體,使帶螺紋孔(用於固定斷電器-分電器)的支架朝後,並相對發動機縱軸向左旋轉 23°,如圖 10 所示。
將斷電器-分電器安裝到發動機前,應檢查斷電器觸點間隙,必要時進行調整。
觸點間隙應在 0.3-0.4 毫米範圍內。
用辛烷值校正器螺母轉動斷電器-分電器殼體,使指針指在刻度零位。
轉動分電器轉子,使其朝向第一缸接線柱方向。
分電器蓋上第一缸接線柱標有數字「1」。
裝上帶高壓線的分電器蓋,按發動機工作順序(1-5-4-2-6-3-7-8)將高壓線連接到火花塞。點火順序鑄在發動機進氣管上。