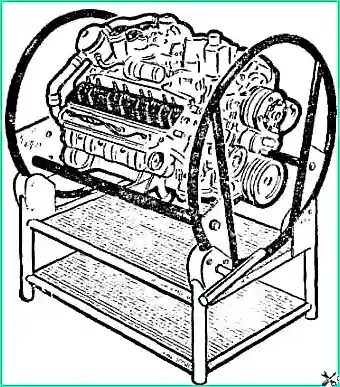
Для зборкі рухавіка, так жа як і для яго разборкі, блок цыліндраў рухавіка ў зборы з картэрам счаплення замацоўваюць на стэндзе (гл. мал. 1).
Усе дэталі рухавіка перад зборкай падбіраюць па памерах, старанна прамываюць, прадуваюць сціснутым паветрам і праціраюць чыстымі сурвэткамі.
Усе разьбовыя злучэнні (шпількі, пробкі, штуцэры і г. д.), калі яны выкручваліся пры разборцы або былі заменены, неабходна ставіць на сурыку або свінцовых бялілах, разведзеных натуральнай аліфай.
Нераз'ёмныя злучэнні (заглушкі блока і галавак цыліндраў) ставяць на нітралаку.
Да пастаноўкі на рухавік, які рэмантуецца, не дапускаюцца:
- - шплінты і шплінтовачная праволка, якія былі ўжыванні;
- - спружынныя шайбы, якія страцілі пругкасць;
- - балты і шпількі з выцягнутай разьбой;
- - гайкі і балты з зношанымі гранямі;
- - дэталі, якія маюць на разьбе больш за дзве задзірыны або ўвагнутасці або сарваныя ніткі разьбы;
- - пашкоджаныя пракладкі.
Збіраюць рухавік у парадку, адваротным разборцы.
Падрыхтоўку дэталяў для зборкі рухавіка можна паглядзець у артыкуле - Падрыхтоўка вузлоў і дэталяў для зборкі рухавіка ЗМЗ-53
Ніжэй прыводзяцца асобныя рэкамендацыі і дадатковыя патрабаванні па зборцы рухавіка.
Пры замене гільзаў цыліндраў перад ўстаноўкай гільзу падбіраюць па гняздзе ў блоку цыліндраў.
Гільзы падбіраюць пры дапамозе дакладнай металічнай лінейкі і набору шупаў наступным чынам:
- гільза, устаноўленая на сваё месца ў блок цыліндраў без ушчыльняльных пракладак, павінна ўтапляцца адносна прывалачнай паверхні блока цыліндраў.
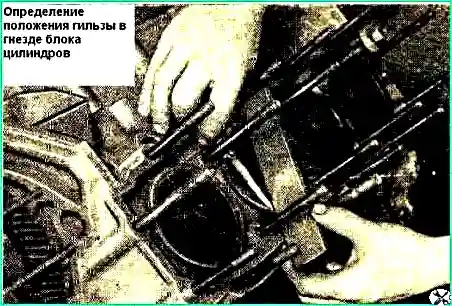
Лінейку ўсталёўваюць на прывалачную паверхню, а шуп ўводзяць у зазор паміж лінейкай і тарцом гільзы (мал. 2).
Таўшчыню пракладкі выбіраюць такім чынам, каб пасля ўстаноўкі гільзы з пракладкай было забяспечана ўзвышэнне яе над паверхняй блока цыліндраў у межах 0,02-0,09 мм.
Ушчыльняльныя пракладкі выпускаюць рознай таўшчыні:
- 0,3; 0,2; 0,15 і 0,1 мм. У залежнасці ад зазору на гільзу цыліндра надзяваюць тую ці іншую пракладку, часам неабходную велічыню атрымліваюць наборам пракладак рознай таўшчыні.
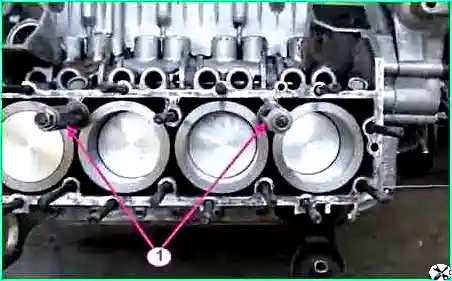
Пасля ўстаноўкі ў блок цыліндраў гільзы замацоўваюць утулкамі-заціскамі (гл. мал. 3).
У якасці задняга сальніка на рухавіках ўжываюць азбеставы шнур, прапітаны алейна-графітавай сумессю.
У гнёзды блока цыліндраў і сальнікатрымальніка ўкладваюць шнур даўжынёй 140 мм.
Пры дапамозе прыстасавання шнур апрсоўваюць у сваіх гнёздах лёгкімі ўдарамі малатка, як паказана на мал. 4.
Не здымаючы прыстасавання, падразаюць канцы шнура заподліц з плоскасцю раздыма сальнікатрымальніка.
Зрэз павінен быць роўным, разлахмачванне канцоў і няроўны зрэз не дапускаюцца.

Пры зборцы каленчатага вала з махавіком і счапленнем выконваюць наступныя патрабаванні.
Гайкі мацавання махавіка зацягваюць, забяспечваючы момант 7,6-8,3 кгс·м.
Пры зборцы счаплення вядзёны дыск усталёўваюць дэмпферам да націскнога дыска і цэнтруюць па падшыпніку каленчатага вала (у якасці апраўкі можа быць выкарыстаны вядучы вал каробкі перадач).
Меткі «О», выбітыя на кожуху націскнога дыска і махавіку каля аднаго з адтулін для балтоў мацавання кожуха, неабходна сумясціць.
Каленчаты вал у зборы з махавіком і счапленнем павінны быць дынамічна збалансаваны. Дапушчальны дысбаланс 70 г·см.
Пры балансіроўцы здымаюць лішнюю масу з цяжкага боку высвідроўваннем металу махавіка на адлегласці 6 мм ад зубчастага вянка свідравінам дыяметрам 8 мм на глыбіню не больш за 10 мм.
Калі дысбаланс сабранага вала перавышае 180 г·см, вал разбіраюць і балансіруюць кожную дэталь асобна.
Дысбаланс махавіка не павінен перавышаць 35 г·см;
дысбаланс націскнога дыска ў зборы з кожухам — 36 г·см;
Дысбаланс вядзёнага дыска — 18 г·см.
Па зборцы каленчатага вала глядзімо артыкул - Зборка каленчатага вала з махавіком і счапленнем і ўстаноўка яго ў блок цыліндраў
Вечкі карэнных падшыпнікаў усталёўваюць так, каб фіксуючыя выступы ўкладышаў знаходзіліся з аднаго боку, а нумары або меткі, выбітыя на вечках, адпавядалі нумарам пасцеляў.
Пры ўстаноўцы пярэдняй вечкі неабходна сачыць, каб фіксуючы вусік задняй шайбы ўпартага падшыпніка ўвайшоў у паз вечкі, і каб не ўтваралася ступенькі паміж тарцом вечкі і тарцом блока цыліндраў.
Гайкі мацавання вечкаў карэнных падшыпнікаў зацягнуць (момант 11-12 кгс·м).
Пасля зацяжкі і шплінтоўкі гаек вечкаў карэнных падшыпнікаў каленчаты вал павінен лёгка круціцца ад невялікіх намаганняў.
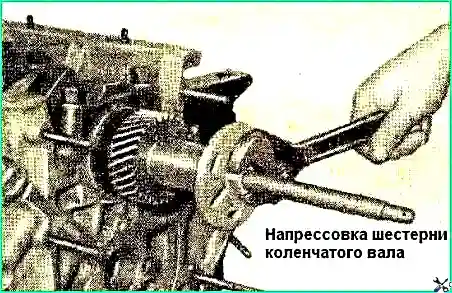
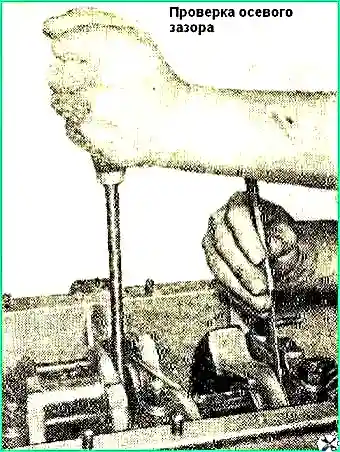
Пасля напрсоўкі шасцярні каленчатага вала (мал. 5) пры дапамозе здымніка і ўпартай утулкі праверыць восавы зазор каленчатага вала, для чаго адціснуць каленчаты вал да задняга канца рухавіка і пры дапамозе шупа вызначыць зазор паміж тарцом задняй шайбы ўпартага падшыпніка і тарцом пярэдняй карэннай шыйкі каленчатага вала (мал. 6).
Зазор павінен быць у межах 0,075-0,175 мм.
Пры зборцы дэталяў шатунна-поршневай групы неабходна выконваць наступныя патрабаванні.
Поршневыя пальцы падбіраюць да шатуноў так, каб пры пакаёвай тэмпературы (+18°С) злёгку змазаны палец плаўна перамяшчаўся ў адтуліне шатуна пад лёгкім намаганнем вялікага пальца рукі.
Перад зборкай поршні награваюць у гарачай вадзе да +70°С.
Запрсоўка пальца ў халодны поршань не дапускаецца, так як гэта можа прывесці да порчы паверхняў адтулін бабышак поршня, а таксама да дэфармацыі самога поршня.
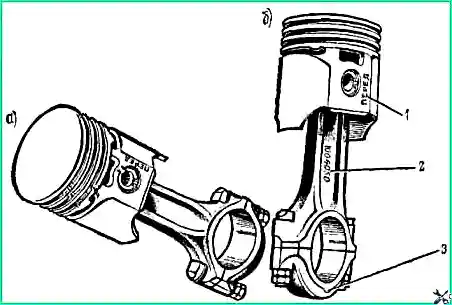
Шатуны і поршні пры зборцы арыентуюць наступным чынам: для поршняў першага, другога, трэцяга і чацвёртага цыліндраў надпіс на поршні «перад» і нумар, выштампованы на стрыжні шатуна, павінны быць накіраваны ў процілеглыя бакі, а для поршняў пятага, шостага, сёмага і восьмага цыліндраў — у адзін бок (мал. 7).
Стопарныя кольцы поршневага пальца ўсталёўваюць у канаўкі бабышак поршня так, каб адгіб вусіка быў накіраваны вонкі.
Поршневыя кольцы падбіраюць па гільзах, у якіх яны будуць працаваць.
Зазор, замеры ў стыку кольца, укладзенага ў гільзу, павінен быць у межах 0,3-0,5 мм для кампрэсійных і маслаздымных кольцаў.
У верхнюю поршневую канаўку ўсталёўваюць хромаванае, а ў другую — паянае кампрэсійнае кольца вытачкай на ўнутраным баку да дна.
Перад ўстаноўкай у гільзы цыліндраў стыкі поршневых кольцаў размясціць пад вуглом у 120° адзін да аднаго, а на шатунныя балты трэба надзець ахоўныя латуневыя каўпачкі, каб пазбегнуць выпадковай порчы паверхні шатунных шыек.
Пры ўстаноўцы поршняў у гільзы цыліндраў сачыць за тым, каб надпіс на поршні «перад» быў накіраваны да пярэдняга тарца блока цыліндраў.
Гайкі балтоў шатуна зацягнуць (момант 6,8-7,5 кгс·м) і закантраваць.
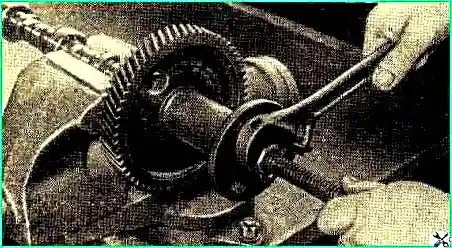
Пасля запрсоўкі шасцярні на размеркавальны вал (мал. 8) праверыць шупам восавы зазор паміж упартым фланцам і тарцом шасцярні размеркавальнага вала.
Зазор павінен быць у межах 0,08-0,2 мм.
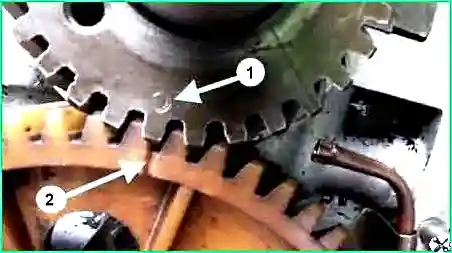
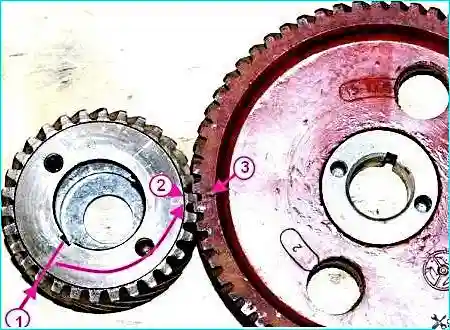
Пры зачапленні шасцярняў газаразмеркавання зуб шасцярні каленчатага вала з меткай «О» павінен увайсці ў ўпадзіну зубоў шасцярні размеркавальнага вала, адзначаную рыскай.
Шасцярні замяняць камплектна, так як іх падбіраюць на заводзе па бакавым зазору і па шуму пры працы.
Бакавы зазор у зачапленні павінен быць у межах 0,03-0,08 мм.
Каб не памыліцца пры зборцы і ўстаноўцы шасцярняў трэба ўлічваць, што метка на шасцярні каленчатага вала знаходзіцца на 12-тым зубе, лічачы ад зуба насупраць прарэзі пад шпонку супраць гадзіннікавай стрэлкі (малюнак 11).
Пры ўстаноўцы на блок цыліндраў вечку размеркавальных шасцярняў сцэнтраваць па пярэднім канцы каленчатага вала пры дапамозе канічнай апраўкі для аховы пярэдняга сальніка каленчатага вала ад працы адным бокам.
Надзець на пярэдні канец каленчатага вала канічную апраўку і прыціснуць ёю вечку размеркавальных шасцярняў да блока цыліндраў пры дапамозе храпавіка, пасля гэтага зацягнуць гайкі мацавання вечкі.
Ушчыльняльную пракладку трубкі маслапрыёмніка трэба ўкласці ў гняздо ў блоку цыліндраў, а не надзяваць на трубку.
Перад ўстаноўкай на рухавік алейную помпу запаўняюць алеем.
Пры зборцы галоўкі цыліндраў стрыжні новых клапанаў абмазваюць сумессю, якая складаецца з сямі частак калоідна-графітавага прэпарата і трох частак авіяцыйнага алею.
Восі каромыслаў збіраюць такім чынам, каб адтуліны пад шпількі мацавання ў восі і стойках былі зрушаны ў процілеглы бок ад рэгулявальных балтоў каромыслаў.
Гайкі мацавання ўпускнога трубаправода зацягваюць з умераным намаганнем, так як гумавыя пракладкі не могуць абмежаваць зацяжкі да ўпора і пры перацяжцы гаек магчыма раздушванне гумовых пракладак.
Прывад перарывальніка-размеркавальніка неабходна ўсталёўваць у такой паслядоўнасці.
Усталяваць поршань 1-га цыліндра ў становішча верхняй мёртвай кропкі (в.м.т.) у такце сціску.
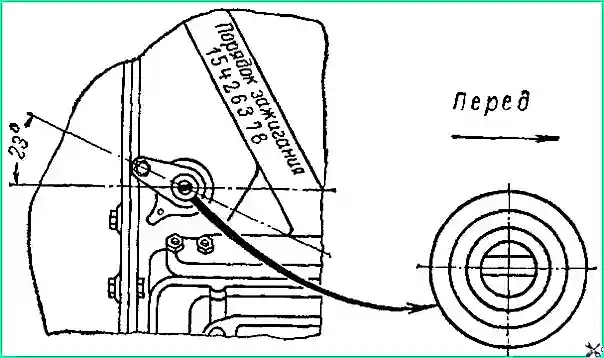
Уставіць прывад перарывальніка-размеркавальніка ў адтуліну ў блоку цыліндраў так, каб прарэзь у валіку прывада была накіравана ўздоўж восі рухавіка і зрушана ўлева, лічачы па ходу аўтамабіля.
Замацаваць корпус прывада трымальнікам і гайкай так, каб краўштэйн з разьбовай адтулінай для мацавання перарывальніка-размеркавальніка быў накіраваны назад, і павернуты на кут 23° улева ад падоўжнай восі рухавіка, як паказана на мал. 10.
Перад ўстаноўкай перарывальніка-размеркавальніка на рухавік трэба правяраць зазор у кантактах перарывальніка і, калі неабходна, адрэгуляваць яго.
Зазор у кантактах павінен быць у межах 0,3-0,4 мм.
Гайкамі актан-карэктара павярнуць корпус перарывальніка-размеркавальніка так, каб стрэлка ўсталявалася на нулявое дзяленне шкалы.
Павярнуць ротар размеркавальніка так, каб ён быў звернуты ў бок клемы першага цыліндра.
Клема першага цыліндра на вечку размеркавальніка запальвання адзначана лічбай «1».
Надзець вечку размеркавальніка з правадамі і далучыць апошнія да свечак запальвання ў парадку працы цыліндраў рухавіка (1-5-4-2-6-3-7-8). Парадак запальвання адліты на ўпускным трубапрадзе рухавіка.