Разборка моста ў зборы з тармазамі і ступіцамі (ГАЗ-53А).
- 1. Выняць паўвосі пры дапамозе балтоў для дэмантажу.
- 2. Зняць пракладку фланца паўвосі.
- 3. Зняць тармазны барабан са ступіцай у зборы.
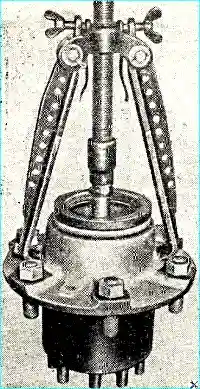
- 4. Зняць сальнік, упартую шайбу і ўнутраны падшыпнік ступіцы (мал. 1).
- 5. Зняць тормаз у зборы і маслаадбівальнік.
- 6. Выкруціць балты мацавання рэдуктара да картэра задняга моста.
- 7. Выняць рэдуктар.
- 8. Выкруціць сапун.
Разборка задняга моста ГАЗ-66-02 з тармазамі і ступіцамі ў зборы
- 1. Зняць вечку фланца паўвосі і пракладку, выняць паўвось.
- 2. Зняць ступіцу з барабанам, унутраны сальнік ступіцы і ўпартую шайбу.
- 3. Зняць падшыпнікі ступіцы.
- 4. Выняць ахоўную ўтулку з тармазнога дыска і ахоўную ўтулку з корпуса вонкавага сальніка.
- 5. Зняць вонкавы сальнік ступіцы, тармазныя калодкі, цапфу ў зборы з блокам сальнікаў і пракладку.
- 6. Выкруціць гнуткі шланг з блока сальнікаў і раз'яднаць блок сальнікаў і цапфу.
- 7. Выняць рэдуктар пры дапамозе балтоў для дэмантажу.
Разборка рэдуктараў задніх мастоў аўтамабіляў ГАЗ-53А і ГАЗ-66
- 1. Выкруціць пробку маслаздымнай прылады, зняць стопарную пласціну.
- 2. Выняць з маслянага канала трубку, спружыну, талерку.
- 3. Выкруціць рэгулявальны шруб ўпора вядзёнай шасцярні.
- 4. Зняць стопарныя пласціны і вечкі падшыпнікаў дыферэнцыяла.
- 5. Зняць вонкавыя кольцы падшыпнікаў дыферэнцыяла і іх рэгулявальныя гайкі.
- 6. Выняць з картэра дыферэнцыял у зборы.
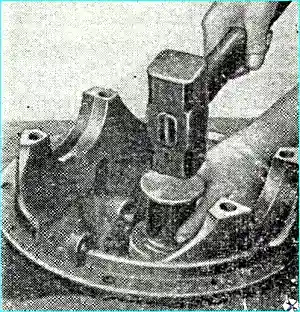
- 7. Выняць з картэра рэдуктара вал вядучай шасцярні ў зборы (мал. 2).
- 8. Зняць з гарлавіны картэра рэгулявальныя пракладкі.
- 9. Зняць фланец карданнага вала, пярэднюю вечку дыферэнцыяла і пракладку.
- 10. Зняць муфту падшыпнікаў разам з унутраным кольцам пярэдняга ролікавага падшыпніка.
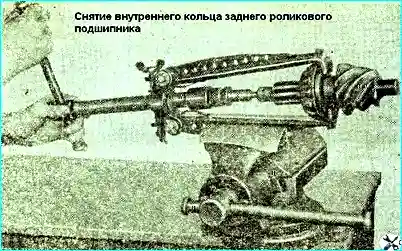
- 11. Зняць распорнае кольца, рэгулявальныя пракладкі і ўнутранае кольца задняга ролікавага падшыпніка (мал. 3).
- 12. Выпрсаваць з пярэдняй вечкі дыферэнцыяла сальнік вала вядучай шасцярні.
У выпадку непрыдатнасці вонкавага кольца канічнага падшыпніка вала вядучай шасцярні яго неабходна выняць.
Разборка дыферэнцыяла аўтамабіля ГАЗ-53А

Зняць вядзёную шасцярню з каробкі сатэлітаў, адлучыць маслаўлоўлівальнік.
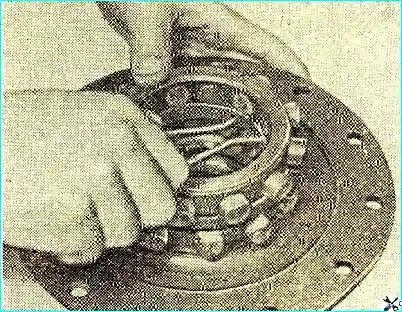
Зняць падшыпнікі дыферэнцыяла (мал. 4).
Выняць балты каробкі сатэлітаў, раз'яднаць каробку сатэлітаў, выняць апорныя шайбы, сатэліты, шасцярні паўвосей і крыжавіну.
Разборка дыферэнцыяла аўтамабіля ГАЗ-66
Раз'яднаць чашку і сепаратар дыферэнцыяла.
Зняць з чашкі вядзёную шасцярню.
Зняць з чашкі ўнутраную абойму падшыпніка дыферэнцыяла.
Выняць вонкавую і ўнутраную зорачкі.
Выняць унутранае стопарнае кольца (мал. 5) і сухары і зняць з сепаратара вонкавае стопарнае кольца.
Зняць з сепаратара ўнутраную абойму падшыпніка дыферэнцыяла.
Вызначэнне тэхнічнага стану дэталяў
Агульныя патрабаванні да тэхнічнага стану дэталяў задняга моста аналагічныя патрабаванням да стану дэталяў каробкі перадач.
Шасцярні. Агледзець зуб'і вядучай і вядзёнай шасцярні і праверыць, дзе маюцца на іх задзірыны або сляды празмернага зносу.
Зношаныя шасцярні аднаўленню не падлягаюць. Шасцярні з задзірынамі таксама не прыдатныя для далейшай працы.
Агледзець зуб'і і апорныя паверхні шасцярняў дыферэнцыяла. Знос шыйкі паўвосевай шасцярні можа выклікаць павышаны шум пры працы моста.
Знос шліцаў, апорных паверхняў або апорных шайбаў выклікае вялікі зазор у перадачы.
Вонкавыя кольцы падшыпнікаў. Агледзець, ці не маюцца на кольцах падшыпнікаў задзірыны або сляды няроўнага зносу.
Праверыць шупам шчыльнасць пасадкі падшыпнікаў паміж кольцам і яго ўпартым буртам; шуп таўшчынёй 0,03 мм не павінен праходзіць.
Унутранае кольца і ролікі падшыпніка. Праверыць знос тарцоў ролікаў.
Ступеньчаты знос тарцоў ролікаў сведчыць аб недастатковай папярэдняй зацяжцы падшыпнікаў або аб невялікім перакосе ролікаў.
Пры адсутнасці кветак пабежаласці і задзірын падшыпнікі з такімі ролікамі могуць быць выкарыстаны.
Бракавальныя прыкметы, паказаныя для падшыпнікаў каробкі перадач, адносяцца і да падшыпнікаў задняга моста.
Рэгулявальныя гайкі падшыпнікаў дыферэнцыяла. Часова ўсталяваць вечку падшыпнікаў і праверыць ўгортванне гаек.
Тарцы гаек, якія датыкаюцца з падшыпнікамі, павінны быць перпендыкулярныя восі разьбы. Біенне гэтых тарцоў адносна восі разьбы не больш за 0,03 мм.
Паверхня тарцоў павінна быць чыстай. Пераканацца, што вечкі падшыпнікаў устаноўлены на той баку, на якой іх апрацоўвалі.
Фланец кардана. Тарцы фланца, якія датыкаюцца з пярэднім падшыпнікам вала вядучай шасцярні і з шайбай, павінны быць гладкімі і адпавядаць шостаму класу. Неперпендыкулярнасць гэтых тарцоў да восі шліцавай адтуліны не павінна перавышаць 0,05 мм.
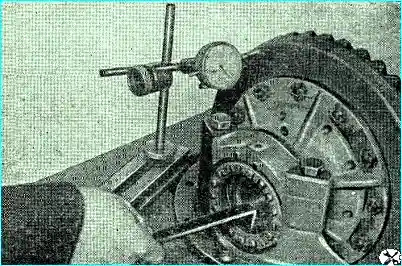
Праверка біення вядзёнай шасцярні. Біенне вядзёнай шасцярні правяраць, як паказана на мал. 6. Дапушчальнае біенне 0,15 мм.
Калі пры праверцы акажацца, што біенне перавышае паказаную велічыню, то можна меркаваць, што мае месца дэфармацыя шасцярні, пашкоджанне каробкі сатэлітаў або празмерны знос падшыпнікаў. Непрыдатныя дэталі замяніць.
Зборка задняга моста
Задні мост збіраюць у паслядоўнасці, адваротнай разборцы. Пры гэтым неабходна ўлічыць наступнае.
Пры падзборцы вала вядучай шасцярні з цыліндрычным падшыпнікам стопарнае кольца падшыпніка ўставіць у канаўку і абціснуць.
Пры рамонце муфты падшыпнікаў трэба ўлічыць, што на заводзе пасля расточкі гнёздаў пад падшыпнікі і запрсоўкі ў іх вонкавых кольцаў падшыпнікаў муфту апрацоўваюць на базе гэтых кольцаў.
Таму пры рамонце моста па магчымасці выкарыстоўваць муфту, не выпрсоўваючы вонкавыя кольцы падшыпнікаў.
Унутранае кольца задняга ролікавага падшыпніка вала вядучай шасцярні запрсаваць да ўпора ў торэц зубчастага вянца.
Шуп таўшчынёй 0,03 мм не павінен праходзіць паміж тарцамі вянца і падшыпніка.
Пры падзборцы вала вядучай шасцярні таўшчыню пакета рэгулявальных пракладак выбіраюць арыентавачна.
Рэгулявальныя пракладкі ўсталёўваюць паміж тарцамі ўнутранага кольца задняга ролікавага падшыпніка і распорнага кольца.
Перад зборкай дыферэнцыяла аўтамабіля ГАЗ-53А церція паверхні дэталяў дыферэнцыяла змазваюць гіпоіднай змазкай.
Унутраныя кольцы падшыпнікаў дыферэнцыяла напрсоўваюць на шыйкі каробкі сатэлітаў да ўпора.
Шуп таўшчынёй 0,03 мм не павінен праходзіць паміж тарцамі падшыпнікаў і каробкі сатэлітаў.
Балты мацавання вядзёнай шасцярні да каробкі сатэлітаў зацягваюць (момант 7-11 кгс·м).
Сферычныя паглыбленні на апорных шайбах шасцярняў паўвосей павінны быць звернуты да шасцярняў.
Правая і левая чашкі каробкі сатэлітаў злучаюцца так, каб паказаныя на іх нумары былі аднолькавыя і размяшчаліся адзін супраць аднаго.
Пасля зборкі дыферэнцыяла праверыць кручэнне шасцярняў дыферэнцыяла за шасцярню паўвосі пры дапамозе шліцавай апраўкі. Яно павінна быць плаўным, без заеданняў.
Зборка дыферэнцыяла аўтамабіля ГАЗ-66
- 1. Перад зборкай дэталі дыферэнцыяла змазаць гіпоіднай змазкай.
- 2. Усталяваць на сепаратар вонкавае стопарнае кольца да ўпора ў бурцік. Паставіць сухары ў адтуліны так, каб выступы на сухарях упіраліся ў стопарныя кольцы.
- 3. Усталяваць унутранае стопарнае кольца паміж радамі сухароў, папярэдне сціснуўшы яго. Пры гэтым забяспечыць, каб сухары слізгалі свабодна (пад уласнай вагой) у адтулінах сепаратара.
- 4. Уставіць у сепаратар унутраную зорачку.
- 5. Усталяваць сухары ўнутранага рада (з боку шыйкі пад падшыпнік) па кулачках унутранай зорачкі так, каб радыусныя выступы сухароў знаходзіліся на адной акружнасці, а сухары вонкавага рада размяшчаліся так, каб шэсць сухароў увайшлі ва ўпадзіны зорачкі, а шэсць сухароў сталі на яе выступы.
- 6. Усталяваць вонкавую зорачку дыферэнцыяла на сухары, устаўленыя ў сепаратар.
Бакавы зазор у зачапленні сухароў і кулачкоў зорачак у новым дыферэнцыяле павінен быць у межах 0,3-1,6 мм, замерых на радыусе 62 мм.
Сабраны дыферэнцыял правяраюць на кантакт сухароў і зорачак. Плошча прылягання сухароў павінна складаць не менш за 75%.
Для праверкі бакавога зазору і кантакту адну зорачку, напрыклад вонкавую, затармазіць апраўкай, устаўленай у яе шліцавую адтуліну, а другую (унутраную) пры дапамозе шліцавай апраўкі паварочваць з аднаго крайняга становішча ў другое.
Перад праверкай кантакту працоўныя паверхні кулачкоў пакрыць тонкім слоем фарбы.
Напрсаваць на чашку і на сепаратар унутраныя абоймы падшыпнікаў дыферэнцыяла да ўпора ў бурты на шыйках; пры гэтым шуп таўшчынёй 0,03 мм не павінен праходзіць паміж тарцамі падшыпнікаў і апорнымі буртамі на чашцы і сепаратары.
Зацягнуць балты мацавання вядзёнай шасцярні да чашкі і сепаратара (момант 7-11 кгс·м).
Зборка рэдуктара
Усталяваць паміж тарцамі гарлавіны картэра рэдуктара і фланца муфты падшыпнікаў пракладкі агульнай таўшчынёй 1,5 мм (для вузла з новымі падшыпнікамі).
Замацаваць муфту балтамі (момант зацяжкі 10-12 кгс·м).
Пры адлучэнні вечкаў падшыпнікаў дыферэнцыяла не дапускаць пераблытвання гэтых вечкаў з іншымі, так як расточваюць і наразаюць разьбу ў картэры ў зборы з вечкамі.
Пры ўстаноўцы дыферэнцыяла ў зборы захаваць камплектнасць падабраных шасцярняў галоўнай пары (парадкавыя нумары вядучай і вядзёнай шасцярняў павінны быць аднолькавыя).
Зацягнуць балты вечка падшыпнікаў дыферэнцыяла (момант 20-23 кгс·м).
Адрэгуляваць папярэдні нацяг падшыпнікаў дыферэнцыяла, бакавы зазор і кантакт у зачапленні шасцярняў.
Для забеспячэння патрабаванага зазору паміж рэгулявальным шрубам ўпора і вядзёнай шасцярняй шруб завярнуць да адмовы, затым адвярнуць на 1/6 абароту і закантраваць.
Уставіць у масляны канал маслаздымную трубку так, каб яе бакавая адтуліна супала з каналам картэра рэдуктара.
Вырабіць прыпрацоўку рэдуктара і праверку яго на шум на пярэднім і заднім ходзе.
Зборка задняга моста аўтамабіля ГАЗ-53А
Паставіць на фланец картэра задняга моста пракладку картэра рэдуктара на герметызуючай пасце.
Момант зацяжкі балтоў мацавання рэдуктара да картэра задняга моста 10-12 кгс·м. Перад пастаноўкай разьбовую частку балтоў змазаць герметызуючай пастай.
Заліць алей праз адтуліну ў гарлавіне і круціць вядучы вал рэдуктара на працягу 0,5 хв для змазкі шасцярняў.
Усталяваць на фланцы кожухаў паўвосей тармазы ў зборы так, каб доўгая фрыкцыйная тармазная накладка была накіравана наперад па ходу аўтамабіля.
Паставіць з кожнага боку маслаадбівальнік казырком уніз.
Пасля ўстаноўкі ступіц з тармазнымі барабанамі заліць у поласць ступіц змазку.
Адрэгуляваць зацяжку падшыпнікаў ступіц наступным чынам (рэгуляваць да ўстаноўкі колаў):
- - праварочваючы рукой тармазны барабан са ступіцай, зацягваць гайку мацавання падшыпнікаў датуль, пакуль тармазны барабан не стане круціцца туга. Праварочванне неабходна для забеспячэння правільнага становішча ролікаў у падшыпніках;
- - адпусціць гайку на 1/8 абароту;
- - усталяваць стопарную шайбу і пераканацца, што ўстановачны палец на шыйцы ўвайшоў у адну з прарэзяў стопарнай шайбы. Калі палец не ўваходзіць у прарэзь, павярнуць гайку ў тую ці іншую старану так, каб палец увайшоў у бліжэйшую прарэзь стопарнай шайбы;
- - зацягнуць контргайку;
- - праверыць рэгуліроўку падшыпнікаў пасля зацяжкі контргайкі.
Пры правільнай рэгуліроўцы тармазны барабан павінен свабодна круціцца без заеданняў восевага і радыяльнага люфтаў.
Паставіць на герметызуючую пасту пракладку фланца паўвосі.
Уставіць і замацаваць паўвосі. Момант зацяжкі гаек шпілек мацавання паўвосей 12-14 кгс·м.
Заліць у мост змазку.
Праверыць задні мост у зборы на шум, нагрэў і адсутнасць цячы алею пры кручэнні вала вядучай шасцярні пры 1000, 1500 і 3000 аб/хв, як у халастую, так і з прытармажваннем паўвосей задняга моста. Пры гэтым круцільны момант на вядучай шасцярні павінен быць у межах 2-3 кгс·м.
Дапускаецца невялікі раўнамерны шум без выцця, металічных стукаў і скрыгату.
Цячэ алею не дапускаецца.
Пры зборцы задняга моста аўтамабіля ГАЗ-66-02 запрсаваць сальнікі паўвосей (у пачатку зборкі).
Пасля рэгуліроўкі зацяжкі падшыпнікаў ступіцы гэтага моста неабходна:
- - усталяваць і замацаваць балтамі вечку фланца паўвосі, папярэдне ўсталяваўшы ў вытачку ўшчыльняльнае кольца;
- - прыкруціць да картэра задняга моста штуцэр падвода паветра да кола, укруціць у штуцэр гнуткі шланг;
- - праверыць блок сальнікаў цапфы на герметычнасць у ванне з вадой пад ціскам паветра 3-4 кг/см². Прасочванне паветра праз сальнікі блока і ў злучэнні вечкі фланца з паўвоссю не дапускаецца.
Заліць у мост змазку і вырабіць прыпрацоўку яго па рэжыме для задняга моста ГАЗ-53А.
Рэгуліроўка задняга моста
Падшыпнікі задняга моста, бакавы зазор і кантакт у зачапленні шасцярняў не патрабуюць рэгуліроўкі ў эксплуатацыі.
Іх рэгуліроўка патрэбна толькі пры замене якіх-небудзь дэталяў або пры вялікім зносе падшыпнікаў.
Павялічаны бакавы зазор паміж зубамі шасцярняў галоўнай перадачы, які атрымаўся ў выніку зносу зубоў, памяншаць рэгуліроўкай недапушчальна, так як у гэтым выпадку будзе парушана становішча шасцярняў, у якім яны прыпрацаваліся.
У выніку гэтага павялічыцца шум або адбудуцца паломкі зубоў.
Люфт у канічных падшыпніках ліквідаваць, не парушаючы становішча, прыпрацаваўшыхся адзін да аднаго вядзёнай і вядучай шасцярняў.
Рэгуліроўка зацяжкі падшыпнікаў вала вядучай шасцярні
Пры восевым люфце вала вядучай шасцярні, які перавышае 0,03 мм, падцягнуць падшыпнікі за кошт выдалення пракладак, устаноўленых паміж распорным кольцам і ўнутраным кольцам задняга ролікавага падшыпніка.
Восавы люфт правяраць пры дапамозе індыкатарнага прыстасавання перамяшчэннем вала вядучай шасцярні з аднаго крайняга становішча ў другое.
Пры адсутнасці прыстасавання правяраць пагойдваннем фланца рукой.
Калі адчуваецца восавы люфт вала вядучай шасцярні ў канічных падшыпніках, абавязкова падцягнуць падшыпнікі.
Парадак рэгуліроўкі наступны:
- 1. Адлучыць задні канец карданнага вала.
- 2. Выняць паўвосі.
- 3. Выняць рэдуктар.
- 4. Адкруціць шруб ўпора вядзёнай шасцярні так, каб торэц ўпора не выступаў над тарцом прыліва ў картэры рэдуктара.
- 5. Зняць маслаздымную трубку.
- 6. Адкруціць гайкі падшыпнікаў дыферэнцыяла.
Перад адкручваннем гаек заўважыць іх становішча адносна вечкаў падшыпнікаў дыферэнцыяла, нанёсшы меткі на вечках і гайках.
- 7. Зняць вечкі падшыпнікаў дыферэнцыяла.
- 8. Адсунуць дыферэнцыял у бок вядзёнай шасцярні і выняць яго.
- 9. Выняць муфту.
- 10. Праверыць, не разбіраючы муфту, ці дастатковая колькасць пракладак маецца паміж падшыпнікамі. Для гэтага фланец муфты заціснуць у цісках, а гайку мацавання фланца карданнага вала завярнуць да адмовы.
Калі колькасць пракладак недастаткова, то зацяжка гайкі выкліча перацяжку падшыпнікаў, і вал вядучай шасцярні будзе праварочвацца вельмі туга або зусім не праварнецца.
У гэтым выпадку далейшая рэгуліроўка зводзіцца да таго, каб правільна падабраць таўшчыню пракладак.
Гэта дасягаецца ў некалькі прыёмаў шляхам дадання або зняцця пракладак так, каб у падшыпніках быў невялікі нацяг.
- 11. Адкруціць гайку мацавання фланца кардана, зняць фланец, вечку сальніка і ўнутранае кольца з ролікамі вонкавага падшыпніка.
- 12. Выняць або дадаць адну ці дзве пракладкі ў залежнасці ад неабходнасці.
- 13. Сабраць муфту ў цісках у адваротным парадку, але без сальніка і перад ёй вечкі і зацягнуць гайку да адмовы. Пры зацягванні гайкі праварочваць фланец, каб ролікі падшыпнікаў занялі правільнае становішча ў абедзвюх абоймах.
Па заканчэнні рэгуліроўкі гайку зацягваюць да адмовы, прычым адна з яе прарэзяў павінна супадаць з адтулінай для шплінтоўкі.
Нельга нават трохі паварочваць яе назад для супадзення адтуліны для шплінта з прарэззю гайкі.
Пры недастатковай зацяжцы магчыма праварочванне ўнутранага кольца падшыпніка, знос рэгулявальных пракладак і, як следства, небяспечнае павелічэнне восевага люфта вала вядучай шасцярні.
Праверыць зацяжку падшыпнікаў.
Нацяг у падшыпніках павінен быць адрэгуляваны так, каб момант супраціўлення кручэнню вала вядучай шасцярні знаходзіўся ў межах 6-14 кгс·см (без сальніка).
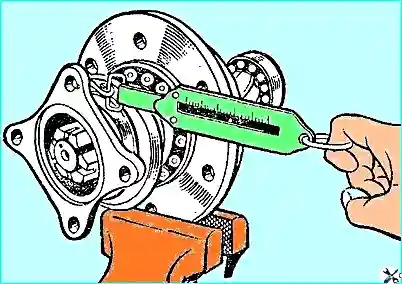
Падшыпнікі правяраюць пры дапамозе бязмена (мал. 7).
Для гэтага муфту заціскаюць у ціскі, за адтуліну фланца чапляюць кручком бязмен і плаўна паварочваюць вал шасцярні.
Паказанне на шкале бязмена павінна знаходзіцца ў межах 1,25-2,9 кг (што адпавядае моманту кручэння 6-14 кгс·м).
Пры гэтым пачатковае намаганне, якое патрабуецца для прывядзення муфты ў кручэнне, ува ўвагу не прымаецца.
Калі супраціўленне падшыпнікаў кручэнню акажацца ў межах нармальнага, то трэба заўважыць становішча гайкі адносна хваставіка, нанёсшы меткі на тарцы вала і гайцы.
Пасля гэтага адкруціць гайку, паставіць на месца сальнік з вечкай і зацягнуць гайку да становішча, адзначанага кернам, і зашплінтаваць.
Паставіць на месца муфту, пры гэтым для забеспячэння нармальнай працы сальніка штампованую вечку сальніка ў зборы сцэнтраваць на шыйцы фланца. У гэтым становішчы вечку раўнамерна зацягнуць балтамі.
Калі не патрабуецца іншых рэгуліровак, то сабраць галоўную перадачу. Пры гэтым гайкі падшыпнікаў дыферэнцыяла завярнуць да становішча, адзначанага меткамі.
Паставіць галоўную перадачу на месца і злучыць фланцы відэльцы кардана і вала вядучай шасцярні.
Рэгуліроўка зацяжкі падшыпнікаў дыферэнцыяла, бакавога зазору і кантакту ў зачапленні шасцярняў галоўнай перадачы
Падшыпнікі дыферэнцыяла і зачапленне шасцярняў галоўнай перадачы рэгулююць рэгулявальнымі гайкамі наступным чынам.
Увесці ў зачапленне вядучую і вядзёную шасцярні з невялікім бакавым зазорам.
Завярнуць рэгулявальныя гайкі да судотыку іх з вонкавымі кольцамі падшыпнікаў дыферэнцыяла.
Па чарзе зацягваць гайкі падшыпнікаў да з'яўлення некаторага зазору паміж зубамі вядзёнай і вядучай шасцярняў і атрымання некаторай папярэдняй зацяжкі падшыпнікаў.
Пры зацяжцы падшыпнікаў вядзёную шасцярню павярнуць на некалькі абаротаў у абодвух кірунках для таго, каб ролікі падшыпнікаў занялі правільнае становішча.
Аслабіць рэгулявальныя гайкі падшыпнікаў так, каб яны адышлі ад вонкавых кольцаў, а затым зацягнуць іх да судотыку з кольцамі.
Адрэгуляваць восавы зазор дыферэнцыяла да нуля без папярэдняй зацяжкі падшыпнікаў дыферэнцыяла.
Пры нулявым зазоры і нулявой папярэдняй зацяжцы падшыпнікаў зацягнуць рэгулявальную гайку кожнага падшыпніка на адну выемку, каб забяспечыць папярэднюю зацяжку падшыпнікаў.
Усталяваць індыкатар для праверкі бакавога зазору зубоў шасцярняў, як паказана на мал. 8.

Праверыць зазор у чатырох раўнамерна размешчаных кропках.
Для павелічэння бакавога зазору адпусціць рэгулявальную гайку з боку вядзёнай шасцярні і на столькі ж выемак зацягнуць гайку з боку вала вядучай шасцярні для захавання папярэдняй зацяжкі падшыпнікаў.
Для памяншэння бакавога зазору паказаныя аперацыі выконваюць у адваротным парадку.
Кручэнне рэгулявальных гаек заканчваць іх зацяжкай.
Напрыклад, калі гайку патрабуецца адпусціць на адну выемку, то адпусціць яе на дзве, а затым на адну выемку трэба зацягнуць.
Гэта гарантуе судотык гайкі з вонкавым кольцам падшыпніка і адсутнасць зрушэння кольца пры працы.
Зазор паміж зубамі павінен быць 0,15-0,3 мм для розных мастоў, але ён не павінен змяняцца больш чым на 0,1 мм у адным мосце.
Праверка зачаплення пры дапамозе фарбы. Пасля канчатковай зборкі і рэгуліроўкі трэба праверыць зачапленне шасцярняў.
Для гэтай мэты афарбаваць зуб'і фарбай патрабаванай глейкасці. Вельмі вадкая фарба расплываецца і брудзіць паверхню зубоў, занадта густая не выціскаецца з прамежкаў паміж зубамі.
Прытармазіць вал вядучай шасцярні і круціць у абодвух кірунках вядзёную шасцярню датуль, пакуль не абазначыцца выразнае пляма кантакту.
Атрыманнем правільнага пляма кантакту зубоў завяршаецца праверка ўстаноўкі шасцярняў і бакавога зазору ў зачапленні.
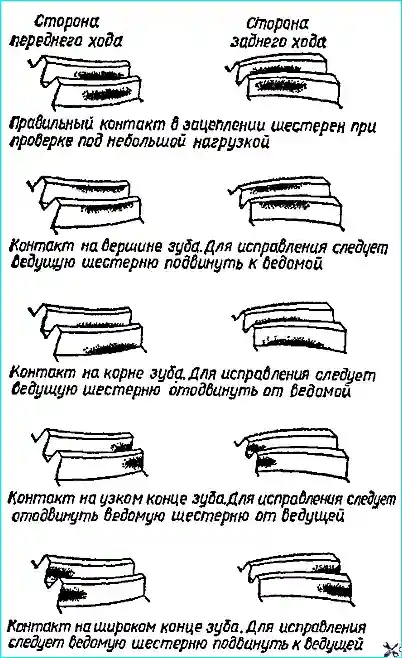
Бакавы зазор павінен знаходзіцца ў паказаных вышэй межах. На мал. 9 паказаны тыповыя плямы кантакту на зубах вядзёнай шасцярні галоўнай перадачы задняга моста.
Калі ў працэсе рэгуліроўкі ўзнікне неабходнасць у перамяшчэнні вала вядучай шасцярні, то гэта можа быць дасягнута змяненнем таўшчыні рэгулявальных пракладак, устаноўленых паміж фланцам муфты падшыпнікаў вала вядучай шасцярні і тарцом гарлавіны картэра рэдуктара.
Пры змяненні бакавога зазору змяняецца размяшчэнне пляма кантакту.
Для памяншэння бакавога зазору вядзёную шасцярню перамяшчаюць да вядучай. Пры гэтым пляма кантакту на працоўнай (пукатай) баку зуба злёгку перамяшчаецца ніжэй і бліжэй да вузкага канца зуба.
Для павелічэння бакавога зазору вядзёную шасцярню адводзяць ад вядучай. У гэтым выпадку:
- - на працоўнай баку зуба пляма кантакту злёгку перамяшчаецца вышэй і бліжэй да шырокага канца зуба;
- - на непрацоўнай баку зуба пляма кантакту злёгку перамяшчаецца вышэй і бліжэй да шырокага канца.
Пры перамяшчэнні вядучай шасцярні да вядзёнай:
- - пляма кантакту на працоўнай баку перамяшчаецца ніжэй і бліжэй да вузкага канца зуба;
- - пляма кантакту на непрацоўнай баку перамяшчаецца ніжэй і бліжэй да шырокага канца зуба.
Пры адсоўванні вядучай шасцярні ад вядзёнай:
- - пляма кантакту на працоўнай баку зуба перамяшчаецца да вяршыні зуба і да яго шырокага канца;
- - на непрацоўнай баку зуба пляма кантакту перамяшчаецца да вяршыні зуба і злёгку пасоўваецца ў кірунку да яго вузкага канца.