На рухавіку ўсталёўваюць дзве галоўкі цыліндраў.
Кожная галоўка цэнтруецца двума фіксуючымі ўтулкамі-штыфтамі, запрсаванымі ў блок цыліндраў.
У галоўках цыліндраў запрсаваны накіравальныя ўтулкі і сядзенні клапанаў.
Утулкі клапанаў — металлакерамічныя. Унутраны дыяметр утулкі ўпускнога клапана 9+0,022 мм, а выпускнога 11+0,022 мм.
Дапушчальны знос адтуліны накіравальных утулак клапанаў не павінен перавышаць 0,05 мм. Пры большым павелічэнні ўнутранага дыяметра ўтулкі яе трэба замяніць.
Для запасных частак клапаны выпускаюць стандартнага памеру, а ўтулкі — з унутраным дыяметрам, паменшаным на 0,3 мм, г. зн. з прыпускам пад разгортванне пасля запрсоўкі ў галоўку цыліндраў.
Зношаную ўтулку выпрсоўваюць пры дапамозе выкалаткай. Новую ўтулку запрсоўваюць пры дапамозе ўпартай апраўкі з боку каромыслаў.
Утулка над плоскасцю пад спружыну клапана павінна выступаць не больш чым на 22 мм.
Пасля запрсоўкі адтуліну ўтулкі клапана разгортваюць да адпаведнага стандартнага памеру.
Сядзенні клапанаў выраблены з чыгуну.
Дробныя дэфекты працоўнай паверхні сядзення можна ўхіліць у працэсе прыціркі клапана да сядзення, а глыбокія рыскі і іншыя вялікія дэфекты — шліфаваннем сядзення з наступнай прыціркай клапана да сядзення.
Шчыльнасць пасадкі клапана ў сядзенні залежыць таксама ад канцэнтрычнасці працоўнай фаскі сядзення і адтуліны накіравальнай утулкі.
Канцэнтрычнасць сядзення замяраюць індыкатарным прыстасаваннем.
Базай з'яўляецца адтуліна накіравальнай утулкі клапана, а ножка індыкатара слізгае па працоўнай паверхні сядзення.
Неканцэнтрычнасць, дапушчальная без рамонту, не павінна перавышаць 0,06 мм.
Пры замене сядзення клапанаў выдаляюць пры дапамозе цвердасплаўных зенкераў.
Перад ўстаноўкай сядзення рамонтнага памеру яго гняздо ў галоўцы цыліндраў расточваюць да памераў:
Для сядзення ўпускнога клапана 49,25+0,027 мм і выпускнога — 38,75+0,027 мм.
Перад запрсоўкай у галоўку цыліндраў сядзенні і накіравальныя ўтулкі клапанаў астуджваюць у цвёрдай двухвокісу вугляроду (сухім лёдзе), а галоўку цыліндраў награваюць да 160-175°С.
Халодныя сядзенні і ўтулкі пры зборцы павінны ўваходзіць у гнёзды нагрэтай галоўкі цыліндраў свабодна або з невялікім намаганнем.
Пад лёгкімі ўдарамі малатка па апраўцы сядзенне і ўтулка клапана павінны сесці на месца.
Ні ў якім разе нельга забіваць сядзенне або ўтулку з вялікім намаганнем, так як пры гэтым парушаецца пасадка, і ў далейшым пры працы рухавіка сядзенне або ўтулка могуць выпасці са свайго гнязда.
Аперацыю па ўстаноўцы сядзенняў і ўтулак у галоўку цыліндраў неабходна выконваць хутка.
Пры выраўноўванні тэмператур у гэтым злучэнні з'яўляюцца вялікія нацягі, пры якіх далейшая запрсоўка немагчыма без вялікіх намаганняў.
Працоўныя фаскі зноў устаноўленых сядзенняў прошліфаваць канцэнтрычна адтулінам у накіравальных утулках клапанаў. Для гэтага выкарыстоўваюць спецыяльнае прыстасаванне.
Разжымную апраўку ўсталёўваюць у апрацаваную адтуліну ўтулкі, а хваставік апраўкі служыць воссю для шліфавальнага круга (прывад ад электрарухавіка) з фаскай пад вуглом 45°.
Пры шліфаванні павінна быць забяспечана канцэнтрычнасць працоўнай фаскі сядзення і адтуліны ўтулкі клапана 0,03 мм (па індыкатары).
Галоўка цыліндраў, якая паступае на зборку, павінна быць старанна прамыта, кашуля астуджэння павінна быць ачышчана ад накіпі і бруду, масляныя каналы — ад шламу, а выпускныя каналы — ад нагару.
Запрсаваныя ў галоўку блока накіравальныя ўтулкі клапанаў павінны быць намінальнага або аднаго з рамонтных памераў і маркіраваны фарбай. Памеры ўтулак і іх маркіроўка паказаны ў табл. 1.
Адлегласць ад верхняга тарца накіравальнай ўтулкі да плоскасці галоўкі павінна быць роўна 24 мм.
Сядзенні ўпускных і выпускных клапанаў павінны быць шліфаваны пад 45° да восі накіравальных утулак.
Шырыня працоўнай фаскі сядзення павінна быць 1,5-2,0 мм.
Біенне канічных паверхняў усіх сядзенняў клапана адносна восей адтулін накіравальных утулак клапанаў — не больш за 0,025 мм.
Запрсаваныя ў галоўку цыліндраў накіравальныя ўтулкі клапанаў па вонкавым дыяметры могуць быць намінальнага памеру або рамонтнага (павялічанага на 0,25 мм).
Табліца 1. Намінальны і рамонтныя памеры накіравальнай ўтулкі клапана
- Намінальны памер, маркіроўка - жоўты, унутраны дыяметр накіравальнай ўтулкі клапана - 9,00 +0,022 мм;
- Першы рамонт, памяншэнне дыяметра на 0,20 мм, маркіроўка - белы, унутраны дыяметр накіравальнай ўтулкі клапана - 8,80 +0,022 мм;
- Другі рамонт, павелічэнне дыяметра на 0,20 мм, маркіроўка - зялёны, унутраны дыяметр накіравальнай ўтулкі клапана - 9,20 +0,022 мм
Упускны і выпускны клапаны
Дыяметры стрыжняў клапанаў павінны быць намінальнага або аднаго з рамонтных памераў, прыведзеных у табліцы.
Табліца 2. Намінальны і рамонтныя памеры стрыжняў клапанаў
- Намінальны памер, маркіроўка - жоўты, дыяметр стрыжня ўпускнога клапана - 9,0 -0,050 мм, дыяметр стрыжня выпускнога клапана - 9,0 -0,075 мм;
- Першы рамонт, памяншэнне дыяметра на 0,20 мм, маркіроўка - белы, дыяметр стрыжня ўпускнога клапана - 8,80 -0,050 мм, дыяметр стрыжня выпускнога клапана - 8,80 -0,075 мм;
- Другі рамонт, павелічэнне дыяметра на 0,20 мм, маркіроўка - зялёны, дыяметр стрыжня ўпускнога клапана - 9,2 -0,050 мм, дыяметр стрыжня выпускнога клапана - 9,2 -0,075 мм
Працоўная фаска галоўкі клапана павінна быць шліфавана пад вуглом 45° да восі стрыжня.
Чысціня працоўнай паверхні фаскі пасля шліфавання павінна адпавядаць 8-му класу.
Біенне працоўнай паверхні фаскі адносна стрыжня клапана не больш за 0,03 мм.
Зборка і ўстаноўка галоўкі цыліндраў
Перад ўстаноўкай клапаны і адтуліны накіравальных утулак павінны быць старанна працёрты.
Клапаны са стрыжнямі намінальнага або рамонтнага памеру павінны быць устаноўлены ў накіравальныя ўтулкі адпаведнага памеру.
Перад зборкай клапаны павінны быць прыцёрты да сядзенняў у галоўцы цыліндраў.
Прыцірку вырабляць пастай, якая складаецца з адной часткі мікрапарашка М20 ГОСТ 3647-59 і дзвюх частак алею індустрыяльнае 20 (верацённае).
Пасля прыціркі працоўныя фаскі клапанаў і сядзенняў павінны мець па ўсёй акружнасці суцэльную матавую палоску кантакту шырынёй не менш за ½ шырыні фаскі сядзення.
Прыцёртыя клапаны нумаруюць па сваіх сядзеннях і пасля не абязлічваюць.
Пасля прыціркі дэталі трэба старанна прамыць.
Якасць прыціркі павінна быць праверана на герметычнасць (пры залішнім ціску ў 0,05 кг/см² колькасць паветра, якое прапускае клапан, можа быць не больш за 12 см³ у хвіліну).
Парадак расстаноўкі шпілек мацавання стойак восі каромыслаў і выпускнога трубаправода:
а) шпількі стойак М10х1 L=112 мм — дзве крайнія;
шпількі стойак М10х1 L=80 мм — дзве сярэднія;
б) шпількі мацавання ўпускнога трубаправода:
- крайнія М10х1 L=30 мм;
- сярэднія М10х1 L=42 мм.
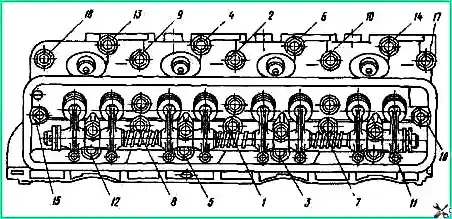
Перад ўстаноўкай галоўкі цыліндраў у зборы з клапанамі і выпускным трубаправодам шпількі мацавання галоўкі павінны быць укручаны ў блок да адмовы ў парадку, указаным на мал. 1 і табліцы.
Пракладка галоўкі цыліндраў не павінна мець трэшчын і выкрышвання азбесту.
Перад пастаноўкай галоўку трэба старанна прадзьмуць сціснутым паветрам.
Галоўка цыліндраў павінна быць свабодна без удараў надзета на шпількі і ўсталявана на два штыфты.
Пры зацяжцы гаек шпілек галоўкі цыліндраў прытрымлівацца парадку, указанага на мал. 1.
Гайкі зацягваюць у два прыёмы: папярэдне і канчаткова.
Момант зацяжкі павінен быць у межах 7,3-7,8 кгс·м.
Канчатковую зацяжку трэба вырабляць на халодным рухавіку.
Пасля гарачай абкаткі і поўнага астывання рухавіка праверыць момант зацяжкі, які павінен быць 7,3-7,8 кгс·м.
Пры падцягванні гаек галоўкі цыліндраў гайкі мацавання ўпускнога трубаправода аслабіць.
Табліца 3. Парадак ўстаноўкі шпілек мацавання галоўкі цыліндраў
Нумар шпілек па парадку / памер шпількі і яе нумар:
- 12-5-3-11 / 291859-П; М11х1L=170;
- 3-1-7-16 / 291860-П; М11х1L=208;
- 17-10-2-9-18 / 291826-П; М11х1L=195;
- 13-4-6-14 / 291823-П; М11х1L=108;
- 15 у правым радзе цыліндра / 291826-П; М11х1L=208;
- 15 у левым радзе цыліндра / 291826-П; М11х1L=195
Зборка і ўстаноўка восі з каромысламі і стойкамі
Перад зборкай унутраную поласць восі каромыслаў старанна ачысціць ад шламу, бруду і г. п. і прадзьмуць сціснутым паветрам. Вонкавую паверхню працерці сурвэткай і змазаць тонкім слоем верацённага алею.
Сабраныя каромыслы на восі павінны свабодна праварочвацца без заеданняў.
Рэгулявальны шруб павінен свабодна без заеданняў угортвацца ў каромысла.
Восі каромыслаў з каромысламі і стойкамі ў зборы ўсталёўваць на шпількі галоўкі блока так, каб у гнёзды каромыслаў увайшлі галоўкі штанг штурхачоў.
Зазор паміж клапанамі і каромыслам на халодным рухавіку павінен быць у межах 0,25-0,30 мм.
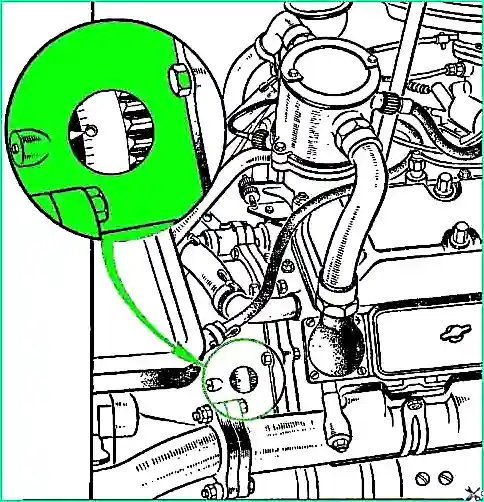
Рэгуліроўку зазору вырабляць у наступным парадку: павярнуць каленчаты вал у становішча, адпаведнае в. м. т. ходу сціску ў першым цыліндры, для чаго:
- - закрыць пальцам адтуліну для свечкі першага цыліндра, павярнуць каленчаты вал да пачатку выхаду сціснутага паветра з-пад пальца. Гэта адбудзецца ў пачатку ходу сціску;
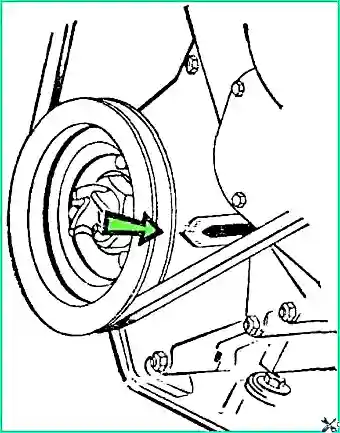
- - асцярожна павярнуць каленчаты вал да супадзення рыскі на шківе каленчатага вала з цэнтральнай рыскай паказальніка в. м. т. (мал. 2), размешчанага на пярэдняй вечцы блока, і адрэгуляваць зазоры паміж клапанамі і каромысламі першага цыліндра.
Затым, паварочваючы каленчаты вал кожны раз на 90°, адрэгуляваць зазоры клапанаў астатніх сямі цыліндраў у парадку іх працы 5-4-2-6-3-7 і 8.