При большом износе деталей масляного насоса понижается давление в смазочной системе и появляется шум
При разборке насоса проверьте упругость пружины редукционного клапана.
Упругость пружины считается достаточной, если для сжатия ее до 24 мм по высоте необходимо приложить усилие (54±2,45) Н [(5,5±0,25) кгс].
Ремонт масляного насоса обычно заключается в шлифовке торцов крышек, замене шестерен и прокладок.

Рис. 1. Привод маслонасоса
При разборке насоса предварительно высверлите расклепанную головку штифта крепления втулки 2 (см. рис. 1) на его валике 1, выбейте штифт, снимите втулку и крышку насоса.
После этого выньте валик насоса вместе с ведущей шестерней из корпуса в сторону его крышки.
В случае разборки ведущей шестерни и валика штифт высверлите сверлом диаметром 3 мм.
Ведущую и ведомую шестерни с выкрошенными зубьями, а также с заметными выработками поверхности зубьев замените новыми.
Установленные в корпус насоса ведущая и ведомая шестерни должны легко проворачиваться от руки за ведущий валик.
Если на внутренней плоскости крышки имеется значительная (более 0,05 мм) выработка от торцов шестерен, прошлифуйте ее.
Между крышкой, пластиной и корпусом насоса устанавливаются паронитовые прокладки толщиной 0,3– 0,4 мм.
Применение шеллака, краски или других герметизирующих веществ при установке прокладки, а также установка более толстой прокладки не допускается, так как это вызывает уменьшение подачи насоса.
Сборку насоса производите с учетом следующего:
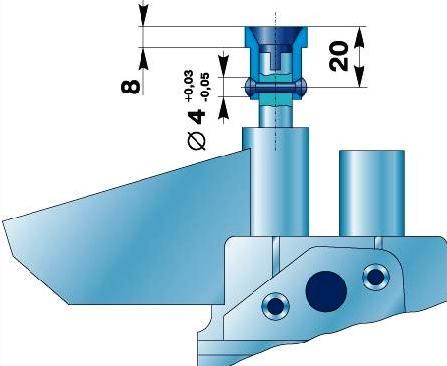
Рис. 2. Крепление втулки на валике масляного насоса
- 1. Напрессуйте на ведущий валик втулку, выдержав размер между торцом ведущего валика и торцом втулки 8 мм (рис. 2). При этом зазор между корпусом насоса и другим торцом втулки должен быть не менее 0,5 мм.
- 2. Высверлите в ведущем валике и во втулке отверстие диаметром 4 +0,03–0,05 мм, выдерживая размер (20 ± 0,25) мм.
- 3. Раззенкуйте отверстие с обеих сторон на глубину 0,5 мм под углом 90°, запрессуйте в него штифт диаметром 4 –0,048 мм и длиной 19 мм и расклепайте его с двух сторон.
Если работоспособность насоса с помощью ремонта восстановить невозможно, то замените его новым.
Установку привода масляного насоса и распределителя зажигания на блок производите в следующем порядке:
- 1. Выверните свечу первого цилиндра.
- 2. Установите в отверстие для свечи компрессометр и проворачивайте пусковой рукояткой коленчатый вал до начала движения стрелки. Это произойдет в начале такта сжатия в первом цилиндре.
Можно заткнуть отверстие для свечи бумажным пыжом или большим пальцем руки. В этом случае при такте сжатия выскочит пыж или будет ощущаться выход воздуха из-под пальца.
- 3. Убедившись, что сжатие началось, осторожно проверните коленчатый вал до совпадения отверстия на ободке шкива коленчатого вала с указателем (штифтом) на крышке распределительных шестерен.
- 4. Проверните валик привода, чтобы прорезь на его торце для шила распределителя была расположена так, как указано на рис. 1 Б, а валик масляного насоса при помощи отвертки проверните в положение, указанное на рис. 1 В.
- 5. Осторожно, не задевая шестерней за стенки блока, вставьте привод в блок.
После установки привода на место его валик должен занять положение, указанное на рис. 1 А.
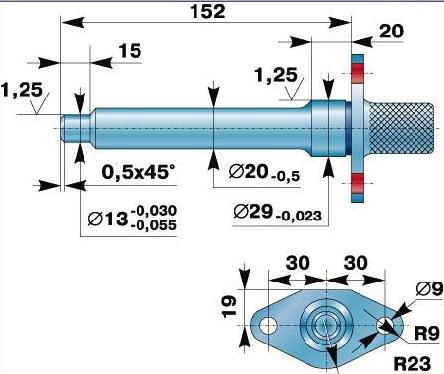
Рис. 3. Оправка для центрирования масляного насоса
Для уменьшения износа в шарнирных соединениях привода устанавливайте насос соосно отверстию для привода. Для этого пользуйтесь оправкой (рис. 3), плотно входящей в отверстие для привода в блоке и имеющей цилиндрический хвостовик диаметром 13 мм.
Насос сцентрируйте по хвостовику оправки и закрепите в этом положении.

")
")
")
")
")