曲軸機構
曲軸機構由曲軸、帶活塞環和活塞銷的活塞、連桿、主軸承和連桿軸承以及飛輪組成。
曲軸由鋼製成,有五個主軸頸和四個連桿軸頸。曲軸前後均採用油封密封。
活塞:由鋁合金製成。活塞頂部包含燃燒室。活塞上部有三個環槽:前兩個用於安裝壓縮環,第三個用於安裝刮油環。上部壓縮環的環槽內鑄有特殊的鑄鐵嵌件。
連桿由鋼製成。連桿小端和襯套上有用於潤滑活塞銷的孔。
活塞環
壓縮環:
- 上壓縮環由高強度鑄鐵製成,橫斷面為等腰梯形。
- 下壓縮環為圓錐形。
- 在靠近鎖緊端的端面上,壓縮環上標示「Top」(「TOP」)字樣。
刮油環是一個帶有彈簧擴張器的盒形環。
汽門正時機構
氣門正時機構由凸輪軸、進氣門及排氣門及其安裝機構所組成。驅動部件包括挺桿、推桿、搖臂、調整螺絲和螺帽、帶彈簧片的墊片、彈簧、支柱和搖臂軸。
凸輪軸透過正時齒輪由曲軸驅動。
挺桿由鋼製成。凸輪軸凸輪略微傾斜,使挺桿在運轉過程中能夠旋轉。
搖臂軸為空心,設有八個徑向油孔,用於向搖臂供油。
安裝在氣門導管上的密封套可防止機油經由氣門桿和導管之間的縫隙進入柴油引擎汽缸和排氣歧管。
安裝正時齒輪
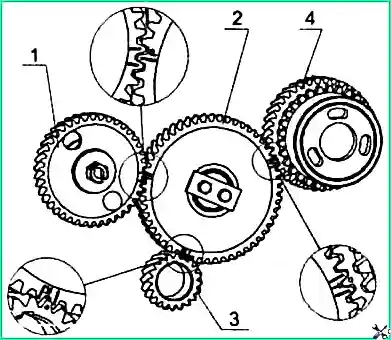
1 — 凸輪軸齒輪;2 — 中間齒輪; 3 — 燃油噴射幫浦齒輪箱驅動齒輪
根據圖 1 中的標記安裝正時齒輪,可確保高壓燃油幫浦和氣門正時機構的協調運作。
鎖緊汽缸蓋螺栓
在磨合期後以及每次引擎熱機狀態下進行汽缸蓋螺栓的鎖緊檢查。
檢查螺栓鎖緊前,拆下汽缸蓋蓋和汽缸蓋罩,並拆下搖臂軸、搖臂和支柱。然後使用扭力扳手檢查緊固情況,必要時進行擰緊。
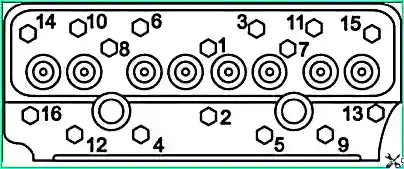
鎖緊扭力:如圖 2 所示,以升序旋緊汽缸蓋螺栓,扭力為 210–230 N·m。
初次擰緊後,請按照規定的順序重新檢查每個螺栓的扭力。
檢查螺栓緊固情況後,安裝搖臂軸並調整氣門與搖臂的間隙。
調整汽門間隙
檢查氣門與搖臂之間的間隙,如有必要,請在每兩次保養時進行調整,並在拆卸氣缸蓋、擰緊氣缸蓋螺栓後以及出現敲擊聲時進行調整。
標準間隙(冷機狀態下,冷卻液和機油溫度不超過 60°C):
- 進氣門 — 0.20–0.25 mm(0.15–0.30 mm 可接受);
- 排氣門 — 0.40–0.45 mm(0.35–0.50 mm 可接受)。
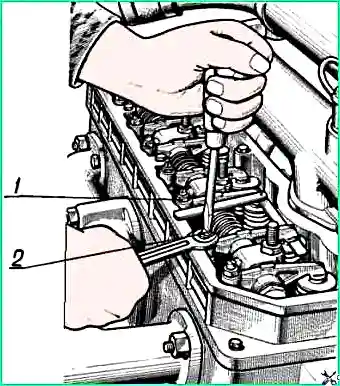
1 — 鎖緊螺帽; 2 — 螺絲
汽門調整步驟:
- 拆下汽缸蓋罩蓋,檢查搖臂軸心支柱的緊固情況。
- 穿過離合器殼體上的孔,轉動飛輪齒圈,直到第一汽門重疊(第一缸進氣門開始打開,排氣門完全關閉)。
- 調整第4、6、7和8號汽門(從風扇缸開始計數)的間隙。
- 要調整間隙,鬆開可調氣門搖臂上螺絲2的鎖緊螺帽1,轉動螺絲,使用塞尺在搖臂和氣門桿之間設定所需的間隙。
- 轉動曲軸一圈,設定第4號氣門的重疊氣缸,並調整第1、2、3和5號汽門間隙。
調整螺絲的擰緊力矩:調整間隙後,將調整螺絲螺母擰緊至 40–50 N·m 的扭矩,塞尺從間隙中伸出時應施加 3–5 N 的力。
")

")
")
")
")
")
")
")