配氣機構中的氣門熱間隙用於確保發動機工作時,氣門驅動零件受熱膨脹後氣門仍能與氣門座緊密貼合。
進氣門和排氣門的熱間隙值相同,調整範圍為 0,25–0,30 mm。
調整後轉動曲軸再次檢查間隙時,由於配氣機構零件形狀和位置誤差,間隙可能在 0,20–0,35 mm 範圍內變化,這是允許的。

熱間隙過大會減小氣門升程,導致氣缸充氣和排氣惡化,衝擊載荷增大,配氣機構零件磨損加劇。
熱間隙過小時,配氣機構零件受熱膨脹後氣門無法與氣門座緊密貼合,破壞氣缸內的氣體流動過程,降低發動機功率和經濟性指標。
此外,排氣門驅動間隙減小可能導致氣門過熱甚至燒蝕。
熱間隙應在冷發動機上或發動機停機後至少 1 小時調整。
調整和檢查熱間隙時,建議將氣門搖臂壓緊:
- — 在右列氣缸蓋上:排氣門搖臂壓向搖臂軸端面,進氣門搖臂壓向止推墊圈;
- — 在左列氣缸蓋上:排氣門搖臂壓向止推墊圈,進氣門搖臂壓向搖臂軸端面。
右列氣缸的排氣門靠近風扇一側,左列氣缸的排氣門靠近飛輪一側。
調整順序:
- — 切斷燃油供給。
- — 鬆開氣缸蓋罩固定螺栓,取下氣缸蓋罩。
- — 檢查搖臂軸固定螺栓的擰緊力矩,應為 120–150 N·m(12–15 kgf·m)。
- — 順時針(從風扇側看)轉動曲軸:從前面用扳手卡住皮帶輪螺栓,或從後面通過飛輪殼下部檢查孔用撬槓插入飛輪孔(圖 1),轉動曲軸直至第一缸進氣門完全升起(即關閉)。
繼續轉動曲軸約 ⅓ 圈(120°)。此時曲軸位置對應第一缸壓縮行程,該缸兩個氣門均處於關閉狀態。
- — 用塞尺檢查第一缸進、排氣門桿端面與搖臂頭之間的間隙,必要時進行調整。
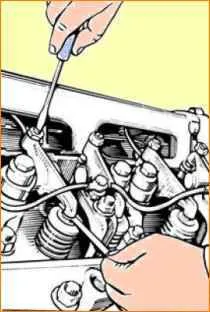
- — 調整間隙時,鬆開調整螺絲鎖緊螺母,將塞尺插入間隙,用螺絲刀轉動調整螺絲(圖 2),將間隙設定為 0,25–0,30 mm。
用螺絲刀固定住螺絲,擰緊鎖緊螺母,然後再次檢查間隙值。
間隙調整正確時,厚度 0,25 mm 的塞尺應能輕壓插入,厚度 0,30 mm 的塞尺應較緊插入。
- — 調整其餘氣缸的氣門間隙時,同向轉動曲軸,直至待調氣缸的進氣門完全關閉,再繼續轉動約 ⅓ 圈。按上述方法(見第 6 條)調整間隙。
建議按發動機工作順序 1–4–2–5–3–6 逐缸調整間隙。氣缸編號示意圖請參閱文章「發動機特點」。
- — 間隙調整完畢後,起動發動機,聽其運轉聲。
配氣機構不應有敲擊聲。若聽到特有的氣門敲擊聲,應停機並重新調整間隙。
- — 安裝並固定氣缸蓋罩,檢查墊片狀況。氣缸蓋罩結合面處不應有機油滲漏。