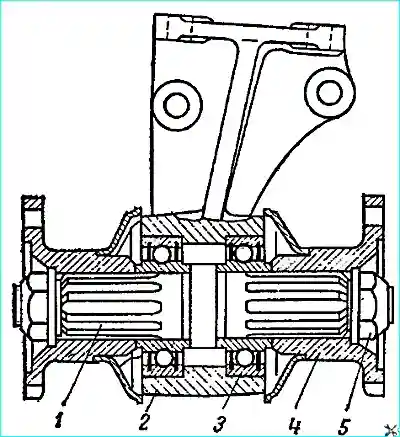
絞盤的結構如圖 1 所示。
為提高效率,絞盤採用了環面蝸桿傳動。
絞盤減速器齒輪由鑄鐵輪轂和堆焊在其上的青銅齒圈組成。
為防止絞盤零件過載,其蝸桿通過安全銷與絞盤傳動軸連接。
絞盤配有安裝在蝸桿上的自動制動器。
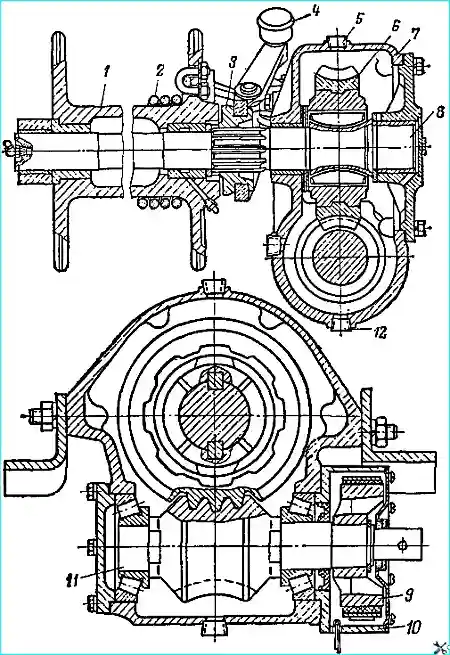
絞盤操縱撥叉配有延遲制動器,在手動放繩時對捲筒起到制動作用。
鋼絲繩長度 — 50 m。鋼絲繩最大拉力 — 3500 kgf。
絞盤技術維護
絞盤的維護包括:定期潤滑鋼絲繩導向滾輪、絞盤捲筒軸花鍵及捲筒接合離合器、絞盤傳動軸萬向節、捲筒襯套,並清潔絞盤及其傳動裝置。
定期檢查減速器殼體中的油位,必要時添加;同時檢查自動制動器殼體中是否有機油(或水),如有則通過殼體底部的排水孔(用開口銷堵塞)放出。
根據需要擦拭鋼絲繩並用液體機油潤滑。
注意檢查蝸桿軸承和蝸輪的緊固狀態。當軸承出現輕微間隙或蝸輪鬆動時,按下文所述進行調整。
根據需要調整絞盤自動制動器:擰緊制動帶長端(彈簧上方)的螺母。調整至:在捲筒離合器分離狀態下絞盤工作 1–3 分鐘,制動器殼體溫度不超過手能忍受的程度。
絞盤捲筒延遲制動器通過制動蹄螺栓上的螺母改變彈簧張力來調整。調整至:手動放繩時(凸輪離合器分離),捲筒轉速不得超過放繩速度,即鋼絲繩在捲筒上不鬆弛。
捲筒接合撥叉的限位塊(位於緩衝器上橫板上)應固定,使撥叉在接合位置時其鎖止器與限位塊之間的間隙約為 1 mm。
絞盤故障及排除方法
故障原因 — 排除方法
安全銷在小負荷下剪斷:
— 環面蝸桿傳動摩擦過大,蝸輪因長時間連續工作而過度磨損 — 更換磨損的蝸輪
— 減速器機油過熱失效 — 放出舊油,加註新油
絞盤傳動軸轉動但捲筒不轉:
— 捲筒未接合 — 將撥叉置於接合位置
— 安全銷剪斷 — 立即踩下離合器踏板並關閉取力器。更換新安全銷。
更換磨損的絞盤零件時,需保證萬向節撥叉在蝸桿軸上的安裝間隙為 0,12–0,18 mm。
使用絞盤時鋼絲繩在捲筒上纏繞不均勻(單側):
— 鋼絲繩偏離垂直於捲筒軸線的方向 — 使用絞盤滑輪
— 其中一個側向導向滾輪不轉動 — 潤滑或更換滾輪
自動制動器不工作:
— 制動器調整不當 — 調整絞盤制動器
— 制動帶嚴重磨損 — 更換制動帶
— 制動器殼體油封漏油導致制動帶沾油 — 更換油封
絞盤捲筒金屬陶瓷襯套卡滯:
— 軸與襯套配合間隙不符合要求 — 調整間隙:殼體和殼體蓋襯套為 0,025–0,085 mm;橫梁襯套為 0,1–0,175 mm
捲筒襯套工作部位的軸表面拉傷:
— 摩擦表面進入異物 — 清除異物
— 軸與襯套配合間隙不符合要求 — 調整間隙至 0,075–0,165 mm
— 捲筒分離狀態下絞盤長時間工作 — 避免捲筒分離時工作
絞盤的維修
按以下順序解體絞盤。
- 1. 放開絞盤鋼絲繩 2(見圖 1),拆下鋼絲繩卡子和橫梁。
- 2. 拆下角鐵。
- 3. 拆下捲筒 1,擰出壓注油嘴。取出絞盤接合撥叉軸;拆下延遲制動器制動蹄、撥叉、制動蹄螺栓、墊圈和彈簧。
- 4. 拆下軸的止推環和凸輪離合器 3。
- 5. 拆下制動器殼體 10 的蓋,取出制動帶和彈簧。
- 6. 拆下擋圈和自動制動器鼓 9。
- 7. 拆下制動器殼體和調整墊片。
- 8. 拆下蝸桿軸承蓋、減速器殼體蓋及墊片。
- 9. 從殼體中壓出蝸桿軸承外圈。解體時不得將軸承拆散。
- 10. 移動捲筒軸並轉動蝸桿 11,將帶軸承內圈的蝸桿從殼體中取出。
- 11. 取出帶蝸輪、隔套和調整環的捲筒軸總成。
- 12. 從捲筒軸上拆下調整環、大小隔套,壓下蝸輪,衝出鍵。
- 13. 從蝸桿上壓下軸承內圈。
- 14. 壓出油封,從制動器殼體排水孔中取出開口銷。
- 15. 壓出制動器殼體蓋的密封圈。
- 16. 壓出堵塞,拆下減速器殼體蓋墊片。
- 17. 擰鬆鋼絲繩接頭螺母,分開接頭兩半,鬆開鋼絲繩。
技術狀態判定。 對絞盤零件的技術狀態要求與變速器零件相同。需注意,更換的殼體、殼體蓋和橫梁襯套必須在壓入後才能進行最終加工。
蝸桿。 若蝸桿螺紋上粘附青銅,用細砂布清除。不得將蝸桿與蝸輪拆散配對。
帶摩擦片的制動帶總成。 允許摩擦片磨損至其工作面距鉚釘頭不小於 1 mm。
捲筒制動蹄總成。 允許摩擦片磨損至其工作面距鉚釘頭不小於 0,5 mm。若摩擦片沾油,用汽油擦拭。
組裝
按解體的相反順序組裝絞盤,並遵守以下說明。
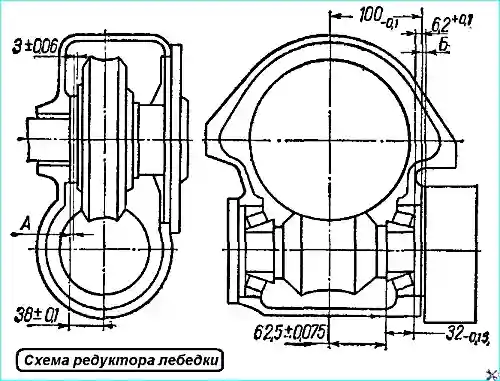
開始組裝前,測量以下零件尺寸的實際偏差(帶符號)(圖 2):
- — 尺寸 100 mm(減速器殼體軸孔中心線至制動器殼體固定端面);
- — 尺寸 38 mm(減速器殼體蝸桿安裝孔中心線至殼體內支承端面);
- — 制動器殼體支承凸緣高度 — 6,2 mm;
- — 蝸桿軸承高度 — 32 mm;
- — 尺寸 62,5 mm(環面中心線至蝸桿長端軸承支承端面);
- — 大隔套厚度 — 3 mm。
計算蝸輪安裝調整環的厚度:在標稱厚度 2 mm 的基礎上加上各尺寸的實際偏差。
將調整環磨削至計算尺寸。
計算示例: 實際偏差為:
- — 38 mm 尺寸 — +0,10
- — 3 mm 尺寸 — +0,05
(調整環磨削至 A = 2 + 0,10 – 0,05 = 2,05 ± 0,01 mm)
確定蝸桿軸向安裝調整墊片組的總厚度。在標稱厚度 0,7 mm 的基礎上加上以下尺寸的正偏差:100 mm(殼體)、6,2 mm(制動器殼體)、62,5 mm(蝸桿),再減去以下尺寸的負偏差:32 mm(軸承)、62,5 mm(蝸桿)。
按計算尺寸選配墊片組。墊片組中應包含一張紙墊片。
計算示例: 實際偏差為:
- — 100 mm 尺寸 — –0,05
- — 62,5 mm 尺寸 — –0,04
- — 6,2 mm 尺寸 — +0,10
- — 32 mm 尺寸 — –0,15
則墊片組總厚度為 (Б = 0,70 + 0,05 + 0,10 – 0,15 – 0,04 = 0,66 mm)。
應在負載下測量墊片組厚度。
註: 對於調整正確且磨合良好的新環面蝸桿副,接觸印痕應位於輪齒中部,並滿足以下要求:齒寬方向 — 30%,齒高方向 — 80%。
組裝時使用的紙墊片、密封毛氈圈和油封必須是新的。
將軸承內圈壓裝到蝸桿上時,先前測量過的軸承內圈應壓裝在蝸桿長端。
繼續組裝絞盤
- — 將蝸輪安裝到軸上直至凸肩。
- — 在軸的長端一側先安裝大隔套,然後安裝按前述尺寸磨削好的調整環。
- — 將油封(工作唇口朝外)壓入制動器殼體,深度距零件小端面 2 mm。
- — 在鋼絲繩上先套入長螺母,再套入短螺母。將鋼絲繩端部繞在套環上。
安裝接頭兩半,使其近端面距套環不大於 16 mm。連接兩半接頭,鋼絲繩端部從接頭遠端(相對於套環)伸入接頭內部的長度不超過 10 mm。擰緊螺母(擰緊力矩 — 60 kgf·m)。用發動機機油潤滑鋼絲繩。
- — 將預組裝的軸從蓋孔一側插入減速器殼體襯套孔中。
- — 將預組裝的蝸桿從制動器殼體安裝孔一側(短端)插入殼體。
- — 轉動蝸桿並移動捲筒軸,使蝸桿與蝸輪嚙合。
- — 將軸承外圈壓入減速器殼體,使先前測量過的軸承外圈安裝在制動器殼體一側。
- — 將選配好的墊片組安裝在制動器殼體端面上。
將制動器殼體插入減速器殼體孔中(用薄箔輔助將制動器殼體油封套到蝸桿上),使制動帶用的大孔處於水平位置。
- — 安裝蝸桿軸承蓋,擰入螺栓,用塞尺測量蓋與殼體端面之間的間隙,按間隙值選配墊片組。擰出螺栓,取下蓋。
- — 將墊片安裝在蓋的端面上(墊片組中只使用一張紙墊片)。
- — 安裝蓋。
- — 檢查蝸桿軸承的預緊度。調整正確的蝸桿應有輕微的制動感。不允許軸承有間隙。
- — 將制動帶放入制動器殼體,使制動帶長端水平放置。
- — 將減速器殼體蓋以傾斜孔朝下安裝,擰入螺栓,用塞尺測量蓋與殼體端面之間的間隙,按間隙值選配紙墊片組。擰出螺栓,取下蓋。
- — 將墊片安裝在蓋的端面上,安裝蓋。
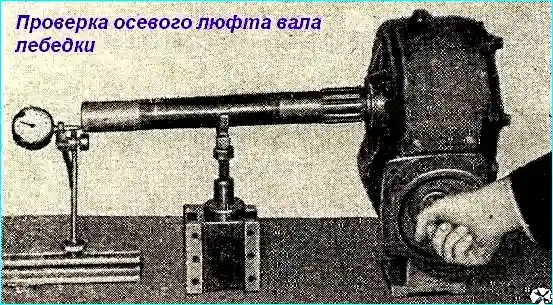
- — 檢查蝸輪的緊固度。調整正確的軸應能自由轉動,軸向間隙不大於 0,08 mm(圖 3)。
- — 按捲筒軸花鍵選配凸輪離合器,應能用手輕鬆移動。
- — 安裝橫梁,使橫梁固定孔的軸線位於襯套軸線下方。
- — 安裝鋼絲繩卡子後,將鋼絲繩導入,使其從卡子中伸出的長度為 35 mm。
- — 通過捲筒和軸上的壓注油嘴向捲筒襯套和軸橫梁襯套加註潤滑脂,用發動機機油潤滑離合器和軸的花鍵。
- — 按前述方法調整自動制動器。
向減速器殼體中加註錠子油至檢查孔螺塞孔口,在試驗臺上以 700–800 min⁻¹ 的轉速磨合絞盤 15–20 min。磨合期間檢查蝸桿副的工作情況,以及油封、螺栓連接和接合面處有無漏油。磨合後放出減速器殼體中的機油。
對壓入襯套的加工技術要求: 絞盤捲筒襯套孔的相互跳動 — 不大於 0,05 mm;殼體襯套孔與減速器蓋安裝孔的相互跳動 — 不大於 0,08 mm;減速器蓋法蘭定心凸肩相對於襯套孔表面的跳動 — 不大於 0,08 mm。
絞盤萬向節傳動軸的解體 按以下順序進行。
- 1. 從軸花鍵端拆下萬向節。
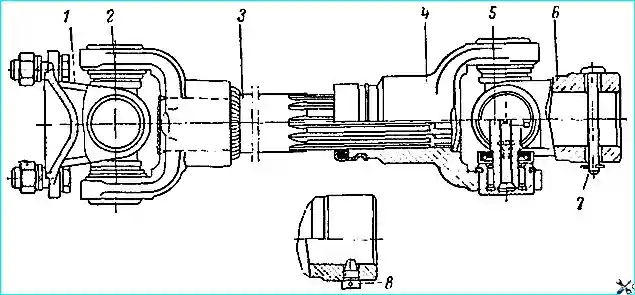
- 2. 拆下十字軸 5(圖 4)軸承的擋圈 2,將軸承從滑動叉頭 4 的孔中壓出。
- 3. 連同十字軸 5 一起取下叉頭(分解後萬向節時取下帶螺紋孔的叉頭,分解前萬向節時取下帶安全銷通孔的叉頭)。
- 4. 拆下擋圈,將軸承從叉頭孔中壓出,取出十字軸。
- — 擴口並壓出外圈,取出滑動叉頭油封。
- 5. 拆下擋圈,將十字軸軸承從焊接叉頭的孔中壓出。
- 6. 連同十字軸一起取下萬向節法蘭 1。
- 7. 拆下擋圈,將軸承從法蘭孔中壓出,取出十字軸。
- 8. 從十字軸中擰出壓注油嘴和安全閥。
絞盤萬向節傳動軸零件技術狀態的判定。 清除解體零件上的舊潤滑脂、污垢和金屬顆粒。清洗並擦拭軸承。檢查零件以發現故障。
檢查十字軸安全閥:將閥門擰入三通接頭(三通接頭上裝有壓力錶和裝有變速器用潤滑脂的注油器)。閥門完全打開時的壓力應為 1–3,5 kgf/cm²。故障閥門應更換。
十字軸和萬向節軸承。 如果軸承在軸頸上晃動或軸頸磨損至直徑小於 16,26 mm,則更換帶軸承的十字軸總成。如果軸承端面與滾針保持架之間有間隙,將保持架壓到底。若個別滾針變形或缺失,或油封磨損,則更換帶油封的軸承總成。
叉頭和萬向節傳動軸。 更換花鍵連接的磨損零件。萬向節叉頭如有嚴重磨損或軸承孔磨損(直徑大於 30,02 mm)應更換。萬向節滑動叉頭的油封應更換新品。
萬向節傳動軸的組裝。 組裝時,將滑動叉頭油封裝入外圈,將外圈壓到叉頭上至止點(使油封和花鍵的槽與凸起對齊),然後擴口。十字軸的壓注油嘴朝外安裝。向滑動叉頭腔內填入 1-13 潤滑脂,將叉頭裝到軸的花鍵端,使其位於焊接叉頭的平面內。
絞盤萬向節傳動軸中間支承的解體 按以下順序進行。
- — 衝點並鬆開萬向節法蘭 4 的螺母 5(圖 5),拆下墊圈和法蘭。
- — 將軸連同一個軸承一起壓出。
- — 將第二個軸承從中間支承支架中壓出。
- — 將軸承從軸上壓下。
中間支承零件技術狀態的判定。 檢查軸承內是否有潤滑脂。為此,從軸承一側取出彈性開口外圈、內圈和中間橡膠圈。若無潤滑脂,向軸承內腔填入 ЦИАТИМ-201、ЦИАТИМ-202 或 ОКБ-122-7 潤滑脂之一。將橡膠圈裝回原位。若軸承間隙過大,應更換。
中間支承的組裝。 按解體的相反順序組裝中間支承。組裝時以 30–33 kgf·m 的力矩擰緊螺母並衝點鎖止。
絞盤鋼絲繩導向裝置的解體 按以下順序進行。
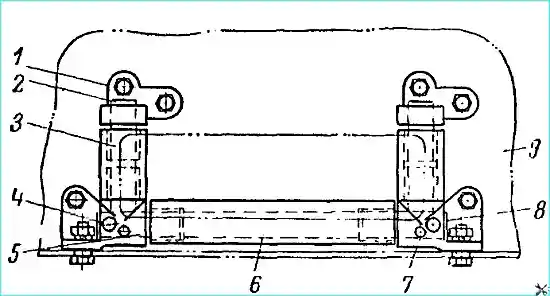
- 1. 拆下導向滾輪的上支架 1(圖 6)。
- 2. 取出軸,拆下垂直滾輪 3。
- 3. 拆下帶水平滾輪 6 的導向滾輪下支架 5 總成。
- 4. 衝出固定水平滾輪軸的一個銷,拆下支架和導向滾輪。
- 5. 衝出固定軸的第二個銷,取出水平軸 8。
鋼絲繩導向裝置零件的技術狀態判定及組裝。 清除零件上的舊潤滑脂、污垢和金屬顆粒,然後檢查。檢查滾輪的德銀襯套狀態。如有嚴重磨損和拉傷,更換襯套。襯套壓入滾輪後再最終加工孔,保證「襯套 — 軸」配合間隙為 0,14–0,42 mm。彎曲或嚴重磨損的滾輪軸應更換。支架如有裂紋或端面嚴重磨損,應更換。鋼絲繩導向裝置按解體的相反順序組裝。
")

")
")
")
")
")
")
")