發動機上安裝兩個氣缸蓋。
每個氣缸蓋由兩個壓入氣缸體的定位套-銷定心。
氣缸蓋中壓入氣門導管和氣門座。
氣門導管為金屬陶瓷製成。進氣門導管內徑為 9+0.022 毫米,排氣門導管內徑為 11+0.022 毫米。
氣門導管孔允許磨損不超過 0.05 毫米。如果內徑增大超過此值,應更換導管。
備用零件中,氣門為標準尺寸,導管內徑減小 0.3 毫米,即在壓入氣缸蓋後留有鉸削餘量。
磨損的導管用沖棒衝出。新導管從搖臂側用止推心軸壓入。
導管在氣門彈簧安裝平面上的凸出量不超過 22 毫米。
壓入後,將氣門導管孔鉸削至相應的標準尺寸。
氣門座由鑄鐵製成。
氣門座工作表面的細微缺陷可通過氣門與座的研磨消除,深劃痕和其他較大缺陷可通過磨削氣門座隨後研磨氣門來消除。
氣門在座中的密封性還取決於氣門座工作錐面與氣門導管孔的同軸度。
氣門座同軸度用千分表裝置測量。
基準為氣門導管孔,千分表測頭沿氣門座工作面滑動。
無需修理的允許同軸度偏差不超過 0.06 毫米。
更換氣門座時,用硬質合金鉸刀將其去除。
安裝維修尺寸的氣門座前,將氣缸蓋中的座孔鏜削至以下尺寸:
進氣門座為 49.25+0.027 毫米,排氣門座為 38.75+0.027 毫米。
壓入氣缸蓋前,氣門座和氣門導管在固體二氧化碳(乾冰)中冷卻,氣缸蓋加熱至 160-175°C。
冷卻的氣門座和導管在組裝時應能自由或稍加用力進入加熱的氣缸蓋座孔中。
用錘輕敲心軸,氣門座和導管應就位。
絕不能用較大力敲入氣門座或導管,否則會破壞配合,在發動機工作時氣門座或導管可能從座孔中脫出。
氣門座和導管安裝到氣缸蓋中的操作必須迅速完成。
當該連接中的溫度趨於平衡時,會產生較大的過盈量,此時繼續壓入將需要很大力氣。
新安裝的氣門座工作錐面應磨削至與氣門導管孔同軸。為此使用專用工具。
膨脹心軸安裝在導管加工孔中,心軸柄部用作磨削砂輪(電動機驅動)的軸線,砂輪帶 45° 錐面。
磨削時應保證氣門座工作錐面與氣門導管孔的同軸度為 0.03 毫米(按千分表)。
用於組裝的氣缸蓋必須仔細清洗,水套清除水垢和污垢,油道清除污泥,排氣道清除積碳。
壓入氣缸蓋的氣門導管應為標稱尺寸或某個維修尺寸,並用油漆標記。導管尺寸及其標記見表 1。
從導管上端到氣缸蓋平面的距離應為 24 毫米。
進排氣門座應磨削至與導管軸線成 45°。
閥座工作帶寬度應為 1.5-2.0 毫米。
所有氣門座錐面相對氣門導管孔軸線的跳動不超過 0.025 毫米。
壓入氣缸蓋的氣門導管外徑可為標稱尺寸或維修尺寸(增大 0.25 毫米)。
表 1. 氣門導管標稱和維修尺寸
- 標稱尺寸,標記 - 黃色,氣門導管內徑 - 9.00 +0.022 毫米;
- 第一次維修,直徑減少 0.20 毫米,標記 - 白色,氣門導管內徑 - 8.80 +0.022 毫米;
- 第二次維修,直徑增加 0.20 毫米,標記 - 綠色,氣門導管內徑 - 9.20 +0.022 毫米
進氣門和排氣門
氣門桿直徑應為標稱尺寸或表中列出的某個維修尺寸。
表 2. 氣門桿標稱和維修尺寸
- 標稱尺寸,標記 - 黃色,進氣門桿直徑 - 9.0 -0.050 毫米,排氣門桿直徑 - 9.0 -0.075 毫米;
- 第一次維修,直徑減少 0.20 毫米,標記 - 白色,進氣門桿直徑 - 8.80 -0.050 毫米,排氣門桿直徑 - 8.80 -0.075 毫米;
- 第二次維修,直徑增加 0.20 毫米,標記 - 綠色,進氣門桿直徑 - 9.2 -0.050 毫米,排氣門桿直徑 - 9.2 -0.075 毫米
氣門頭工作帶應磨削至與桿軸線成 45°。
磨削後工作帶表面粗糙度應符合 8 級。
工作帶相對於氣門桿的跳動不超過 0.03 毫米。
氣缸蓋的組裝與安裝
安裝前,氣門和氣門導管孔必須仔細擦拭。
標稱或維修尺寸的氣門桿應安裝在相應尺寸的氣門導管中。
組裝前,氣門應與氣缸蓋中的氣門座進行研磨。
研磨使用由一份 M20 微粉(ГОСТ 3647-59)和兩份 20 號工業機油(錠子油)組成的研磨膏。
研磨後,氣門和氣門座的工作錐面應在整個圓周上形成連續的啞光接觸帶,寬度不小於氣門座工作帶寬度的一半。
研磨好的氣門按其座孔編號,之後不得互換。
研磨後零件需仔細清洗。
研磨質量應進行密封性檢查(在 0.05 公斤/平方厘米的剩餘壓力下,氣門洩漏的空氣量每分鐘不超過 12 立方厘米)。
搖臂軸支架和排氣管固定螺柱的佈置順序:
a) 支架螺柱 M10x1 L=112 毫米 — 兩個外側;
支架螺柱 M10x1 L=80 毫米 — 兩個中間;
b) 進氣管固定螺柱:
- 外側 M10x1 L=30 毫米;
- 中間 M10x1 L=42 毫米。
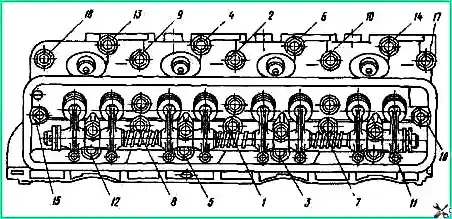
安裝帶氣門和排氣管的氣缸蓋總成前,氣缸蓋固定螺柱應按圖 1 和表中的順序完全擰入氣缸體。
氣缸蓋墊片不得有裂紋和石棉剝落。
安裝前氣缸蓋需用壓縮空氣仔細吹淨。
氣缸蓋應能自由無衝擊地套在螺柱上,並安裝在兩個定位銷上。
擰緊氣缸蓋螺柱螺母時應按圖 1 所示的順序。
螺母分兩次擰緊:預緊和最終擰緊。
擰緊力矩應在 7.3-7.8 公斤力·米範圍內。
最終擰緊應在冷態發動機上進行。
熱磨合和發動機完全冷卻後,檢查擰緊力矩,應為 7.3-7.8 公斤力·米。
擰緊氣缸蓋螺母時,應鬆開進氣管固定螺母。
表 3. 氣缸蓋固定螺柱安裝順序
按順序螺柱編號 / 螺柱尺寸及其編號:
- 12-5-3-11 / 291859-П;M11x1L=170;
- 3-1-7-16 / 291860-П;M11x1L=208;
- 17-10-2-9-18 / 291826-П;M11x1L=195;
- 13-4-6-14 / 291823-П;M11x1L=108;
- 右排氣缸中的 15 / 291826-П;M11x1L=208;
- 左排氣缸中的 15 / 291826-П;M11x1L=195
搖臂軸連同搖臂和支架的組裝與安裝
組裝前,搖臂軸內腔仔細清除污泥、污垢等,並用壓縮空氣吹淨。外表面用布擦拭並塗一薄層錠子油。
組裝在軸上的搖臂應能自由轉動無卡滯。
調整螺釘應能自由無卡滯地擰入搖臂。
搖臂軸連同搖臂和支架總成安裝到氣缸蓋螺柱上,使挺柱桿頭進入搖臂座孔。
冷態發動機氣門與搖臂之間的間隙應在 0.25-0.30 毫米範圍內。
按以下順序調整間隙:將曲軸轉到第一缸壓縮行程上止點位置,為此:
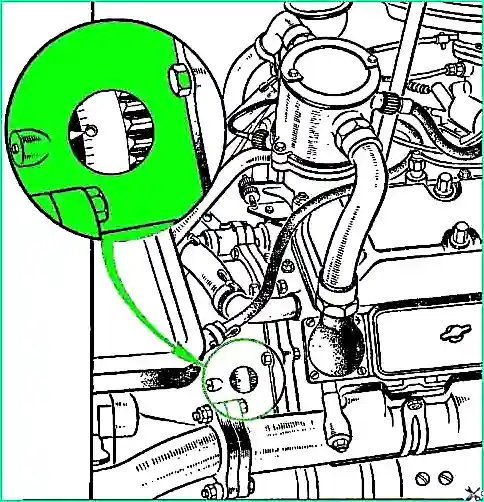
- - 用手指堵住第一缸火花塞孔,轉動曲軸直至壓縮空氣開始從手指下逸出。這發生在壓縮行程開始時;
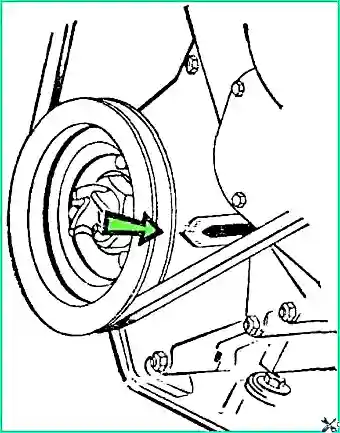
- - 小心轉動曲軸,直到曲軸皮帶輪上的刻線與氣缸體前蓋上止點指示器的中央刻線對齊(圖 2),調整第一缸氣門與搖臂之間的間隙。
然後每次將曲軸轉動 90°,按工作順序 5-4-2-6-3-7 和 8 調整其餘七個氣缸的氣門間隙。