清除所有缸體配合面上的墊片,去除拆卸過程中殘留或撕裂的墊片。
將缸體固定在支架上,仔細檢查缸徑。如有必要,請使用刮刀去除上壓縮環上方未磨損的金屬層。金屬層應與缸體磨損面齊平。
拆下油道堵頭,用壓縮空氣吹淨所有油道。重新安裝堵頭。
重新組裝曲軸,拆下曲柄銷防塵塞,清除積碳。清潔並用壓縮空氣吹淨。重新安裝堵頭,並鎖緊至 37-51 N⋅m (3.8-5.2 kgf⋅m) 的扭力。
為確保牢固鎖定,在堵頭螺紋上塗抹 Stopor-9 厭氧密封劑。
檢查曲軸工作面的狀況。不允許有任何刮傷、擦傷或其他外部缺陷。
用布擦拭缸體和主軸承蓋內的軸承座。
將上主軸承瓦(附油槽和油孔)安裝到缸體軸承座中,將下主軸承瓦(不含油槽)安裝到軸承蓋軸承座中。用布擦拭軸瓦,並塗抹機油潤滑。
用布擦拭曲軸主軸頸和連桿軸頸,塗抹乾淨的機油潤滑,然後將曲軸安裝到缸體中。
潤滑並安裝止推軸承半環:
- 上半環安裝在具有減摩層的第三主軸承座的油槽中,油槽朝向曲軸頸;
- 下半環與第三主軸承蓋一起安裝。下半環的凸起部分應嵌入軸承蓋的凹槽中。
將剩餘軸承的軸承蓋安裝到對應的主軸頸上,並將主軸承蓋螺栓鎖緊至 98-107.9 N⋅m (10-11 kgf⋅m) 的扭力。
第 1、2 和 4 個主軸承蓋的序號刻印在下表面上。
第 3 個主軸承蓋的下表面有一個用於安裝機油泵支架的螺紋孔,側面有用於安裝半環的凹槽和槽。
依照編號安裝主軸承蓋,並調整方向,使軸承蓋和缸體上的止口槽位於同一側。
轉動曲軸;它應該能以輕微的力自由旋轉。
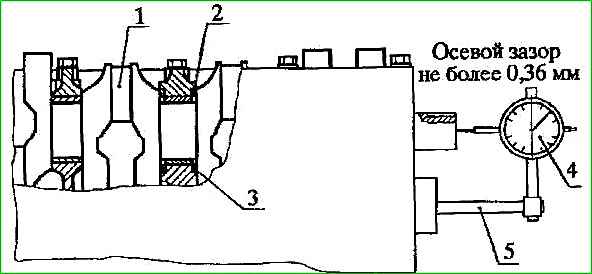
檢查曲軸軸向間隙(圖 1),其不得超過 0.36 毫米。對於未磨損的曲軸和止推軸承半環,間隙為 0.06-0.27 毫米。
如果軸向間隙超過最大允許值,請更換止推軸承半環並重新測量軸向間隙。如果測量結果超過 0.36 毫米,則更換曲軸。
取出帶後油封的油封座,檢查油封狀態。
如果油封的工作邊緣磨損或與曲軸法蘭的貼合不牢固,則更換新的油封。
建議使用壓裝工具將油封壓入油封座。
安裝油封時,防塵唇應朝外(遠離引擎),被彈簧箍緊的工作唇朝內。
壓入前,在油封外表面塗抹 Litol-24 潤滑脂,以便於壓入。
在油封的工作唇和防塵唇之間的空腔內填充 TSIA-TIM-221 潤滑脂至三分之二滿,然後將帶墊片的油封座安裝並固定到汽缸體上。
將飛輪安裝到曲軸後端,使飛輪上的定位銷孔與壓入曲軸法蘭的定位銷對齊。
安裝飛輪螺栓墊圈,並將螺栓鎖緊至 70.6-78.4 N⋅m (7.2-8.0 kgf⋅m) 的扭力。
將隔套和軸承壓入飛輪中心孔。壓入軸承時,應向外圈施力。向內圈施力會損壞軸承。
接下來,我們組裝連桿活塞組件 – 參閱文章:如何組裝連桿活塞組件
將支架安裝到機油泵上。
將帶墊片的機油泵安裝到汽缸體配合面上並固定。
切除鏈條蓋墊片和油封支架墊片超出汽缸體、鏈條蓋和油封支架平面的部分。
安裝並固定帶墊片的油底殼和離合器殼。
用機油潤滑中間軸襯套並安裝。將半圓鍵插入中間軸前端的鍵槽中,然後將中間軸安裝到汽缸體內。
將兩個螺栓安裝到中間軸的前法蘭上。
將帶螺母的鏈輪安裝到中間軸後端,使鏈輪的鍵槽與半圓鍵對齊,然後用兩個螺栓轉動中間軸,擰緊鏈輪螺母直至到位。
安裝並固定中間軸法蘭。
用機油潤滑機油泵驅動軸和齒輪,然後將驅動軸插入缸體孔中,直到機油泵驅動齒輪與中間軸齒輪嚙合。
將機油泵驅動軸的六角頭插入驅動軸齒輪的內六角孔中,使其與機油泵驅動軸嚙合。
安裝並用墊片固定機油泵驅動蓋。
檢查中間軸的旋轉是否順暢。軸應自由旋轉,不得卡滯。
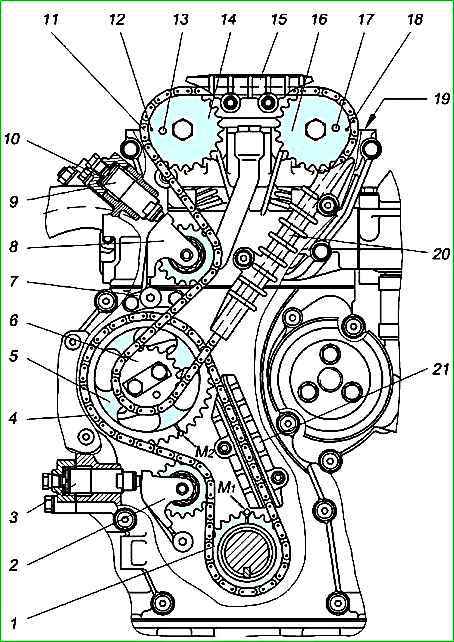
安裝正時機構(圖 2):
將半圓鍵安裝到曲軸前端的鍵槽中。
使用專用工具,將鏈輪壓到曲軸上,使鏈輪上的標記朝前。
將O型橡膠密封圈安裝到曲軸前端的環槽中。
轉動曲軸,直到曲軸鏈輪上的標記與汽缸體上的「M1」標記對齊,此時第一缸活塞處於上止點位置。
此時,汽缸體上的標記應相對於鏈輪齒槽軸線對稱。
安裝下鏈條導軌,但不要鎖緊安裝螺栓。在螺栓螺紋上塗抹 Stopor-6 厭氧密封劑。
將下鏈條安裝到中間軸從動鏈輪(38 齒)和曲軸鏈輪上。
將鏈輪連同鏈條一起安裝到中間軸上,確保中間軸從動鏈輪上的標記與汽缸體上的“M2”標記對齊,並且穿過導軌的鏈條驅動側處於張緊狀態。
將中間軸主動鏈輪裝到定位銷上,並用螺栓將兩個鏈輪固定到中間軸上,鎖緊扭力為 24.5-26.5 N⋅m (2.5-2.7 kgf⋅m)。
將鎖緊墊片的兩個角敲彎,貼緊螺栓頭。
將張緊臂連同下鏈輪一起安裝,並用張緊臂螺栓固定,固定前在螺栓螺紋上塗抹 Stopor-6 厭氧密封劑。
塗抹過多的密封劑會導致其從螺紋中擠出,從而阻止張緊臂在軸上移動。
壓下張緊臂以張緊鏈條,使用正時標記檢查鏈輪是否正確對齊,然後鎖緊下導軌螺栓。
安裝下鏈條後,在凸輪軸驅動鏈條和液壓張緊器安裝完畢之前,請勿轉動曲軸。
安裝張緊臂螺栓支架,並在螺栓螺紋上塗抹 Stopor-6 厭氧密封劑後,用螺栓將其固定。
將張緊臂連同帶上鏈輪的凸輪軸驅動裝置一起安裝,並在螺栓螺紋上塗抹 Stopor-6 厭氧密封劑後,用張緊臂螺栓將其固定到支架上。
將上凸輪軸驅動鏈條安裝到中間軸驅動鏈輪上。
在缸體右側鏈條蓋安裝套筒周圍(該處有通向液壓張緊器的油道)塗抹 Unisil H50-1 矽酮密封膠。
取下帶油封的鏈條蓋,檢查油封狀態以確定是否可用於後續安裝。
如果油封工作唇磨損或與減震器皮帶輪輪轂的貼合不良,請更換新的油封。
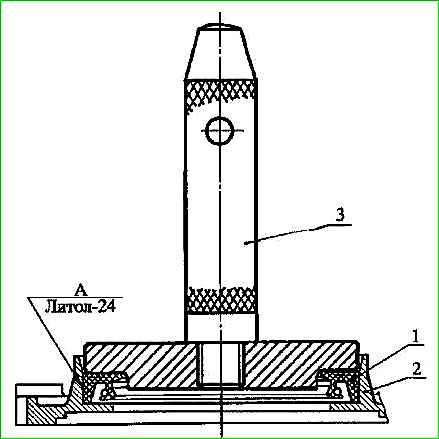
建議使用壓裝工具將油封壓入鏈罩(圖 3)。
安裝油封時,應使防塵唇朝外(遠離引擎),工作唇(被彈簧箍緊)朝內。
壓入前,在油封外表面塗抹 Litol-24 潤滑脂,以便於壓入。
在油封的工作唇和防塵唇之間的空隙中填充 TSIA-TIM-221 潤滑脂。
固定上鏈條。為防止鏈條從中間軸鏈輪上滑脫,請安裝並固定鏈罩。安裝墊片和發電機支架。
將帶電磁離合器和墊片的水泵安裝並固定到鏈條蓋上,擰緊水泵到鏈條蓋的安裝螺栓。
用乾淨的機油潤滑鏈條蓋上液壓張緊器的安裝孔,安裝組裝好的液壓張緊器,直到它接觸到張緊臂的止動面,但不要向下按壓,以免液壓張緊器鎖止機構嚙合。
在液壓張緊器蓋上安裝減震墊圈,用蓋子和墊片蓋住液壓張緊器,插入螺栓(帶正時傳感器線束固定支架的下部螺栓),並擰緊蓋子的安裝螺栓。
使用心軸通過液壓張緊器蓋上的孔推動液壓張緊器,直到推不動為止。然後鬆開。這將使柱塞上的鎖環與液壓張緊器殼體脫開,從而使柱塞和殼體在彈簧力作用下移動。
殼體將移動至極限位置,鏈條將通過張緊臂被張緊。
將螺塞旋入液壓張緊器蓋中,先在螺塞螺紋上塗抹厭氧密封劑「Stopor-6」。
切掉鏈條蓋墊片突出於汽缸體和鏈條蓋平面的部分。
如果汽缸蓋墊片在鏈條蓋與汽缸體結合的兩個位置沒有預裝橡膠密封圈,則需要在汽缸體上,於墊片窗口位置塗抹「Unisil H50-1」矽酮密封膠。
將汽缸蓋墊片安裝到汽缸體定位銷和鏈條蓋螺柱上。
將連接水泵出水口和節溫器殼體的軟管安裝到水泵出水口上。
將組裝好的汽缸蓋安裝到汽缸體上並固定。
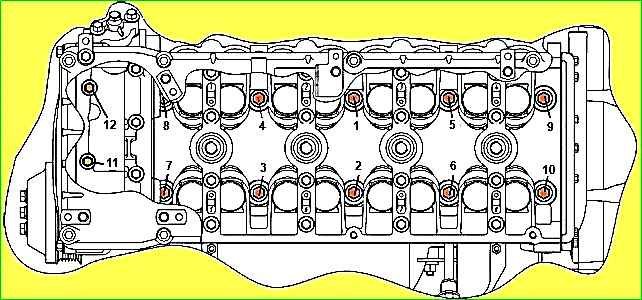
依照圖 4 所示的順序分兩步鎖緊汽缸蓋螺栓:先將螺栓預緊至規定扭力 40-50 N⋅m (4.0-5.0 kgf⋅m),保持至少 2 分鐘,然後再將螺栓旋轉 90° 以達到最終鎖緊。
安裝前,用機油潤滑螺栓螺紋。將 11 號和 12 號螺栓鎖緊至 19.6-24.5 N⋅m (2.0-2.5 kgf⋅m) 的扭力。
為避免鎖緊螺栓時產生液壓鎖死導致汽缸體開裂,缸體上的螺栓底孔內不得有油。
鬆開螺栓並拆下凸輪軸軸承蓋,用布擦拭缸蓋和軸承蓋內的凸輪軸軸承座,並在重新安裝軸承蓋之前,用乾淨的機油潤滑螺栓螺紋。
用機油潤滑缸蓋上液壓挺柱的安裝孔,並將液壓挺柱安裝到汽缸蓋上。
如果在不更換液壓挺柱的情況下大修發動機,請按照拆卸前的對應位置安裝液壓挺柱。
如果液壓挺柱發生故障,則必須更換,因為它無法修復。必須使用吸盤或磁鐵拆卸液壓挺柱。
用機油潤滑缸蓋內的凸輪軸軸承,然後將凸輪軸安裝到汽缸蓋上。
安裝進氣凸輪軸時,其鏈輪上的定位銷朝上;安裝排氣凸輪軸時,其鏈輪上的定位銷朝右。
由於凸輪的相位佈置,凸輪軸在這些位置是穩定的。
用乾淨的機油潤滑凸輪軸軸頸。
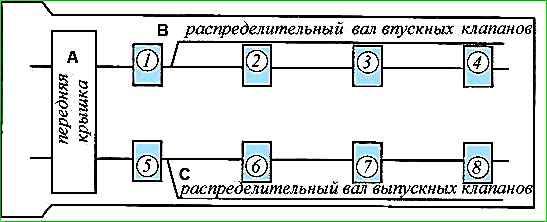
凸輪軸軸承蓋必須依照其編號安裝(圖 5),從發動機前端觀察,左側為進氣凸輪軸,右側為排氣凸輪軸,以帶數字的圓形凸台為準。
這種方向是由於軸承蓋上的油槽位置不對稱所造成的。
將帶止推法蘭的前軸承蓋安裝到定位套上,同時通過軸向移動凸輪軸確保止推法蘭進入凹槽。
安裝前,用乾淨的機油潤滑止推法蘭。
安裝 3 號和 7 號軸承蓋,並預緊軸承蓋安裝螺栓,直到軸承蓋接觸汽缸蓋上表面。
依照標記安裝所有其他軸承蓋,並預緊安裝螺栓。
最後將凸輪軸軸承蓋螺栓鎖緊至規定扭力 18.6-22.6 N⋅m (1.9-2.3 kgf⋅m)。
用機油潤滑所有凸輪軸凸輪,並檢查每個凸輪軸在其軸承中的旋轉情況。為此,請使用專用方頭扳手轉動凸輪軸,直到其中一個氣缸的氣門彈簧完全壓縮。
繼續轉動,凸輪軸應在氣門彈簧的作用下獨立旋轉,直到下一個凸輪接觸到挺柱。
檢查凸輪軸旋轉是否順暢後,調整凸輪軸方向,使鏈輪下方的定位銷大致水平且指向相反方向(圖 2)。
凸輪軸的這些位置是穩定的,由凸輪的相位佈置保證。
先從排氣凸輪軸開始設定其角度位置。為此,將驅動鏈條套在鏈輪上,將鏈輪安裝到凸輪軸法蘭和定位銷上。順時針轉動凸輪軸,使定位銷與鏈輪上的孔對齊。
逆時針轉動凸輪軸,直到鏈輪上的標記與汽缸蓋上平面對齊,從而張緊驅動鏈條。在此過程中不要讓曲軸轉動。
對於進氣凸輪軸的角度安裝,將驅動鏈條套在鏈輪上,將鏈輪安裝到凸輪軸法蘭和定位銷上,此時兩鏈輪之間的鏈條應略微鬆弛。
逆時針轉動進氣凸輪軸以張緊鏈條,確保鏈輪上的標記與汽缸蓋上平面對齊。
安裝鏈輪固定螺栓,並鎖緊至 54.9-60.8 N⋅m (5.6-6.2 kgf⋅m) 的扭力,用方扳手固定凸輪軸,防止其轉動。
以與安裝下鏈條液壓張緊器相同的方式安裝上鏈條液壓張緊器。
安裝中間和上部鏈條導軌,在螺栓螺紋上塗抹 Stopor-6 厭氧密封劑後,預緊安裝螺栓。
沿曲軸旋轉方向轉動曲軸,使上鏈條的驅動側張緊,最後鎖緊中間和上部鏈條導軌的固定螺栓。
將襯套安裝在曲軸前端並緊靠鏈輪,襯套內孔的大倒角朝向油封,鍵槽底部的缺口朝向發動機前端。
將半圓鍵壓入曲軸前端的鍵槽中,直到其半圓頭卡入襯套的缺口內。
使用專用工具,將減震器皮帶輪壓到曲軸前端,使其到位,並使減震器皮帶輪的鍵槽與半圓鍵對齊。
安裝並鎖緊緊固螺栓,扭力為 166.6-215.6 N·m (17-22 kgf⋅m)。
組裝完成後,檢查正時。將曲軸沿旋轉方向轉動兩圈,直到減震器皮帶輪上的標記與鏈條蓋上的標記對齊。此時,凸輪軸鏈輪上的標記必須與汽缸蓋上平面對齊。
進行涉及拆卸凸輪軸、汽缸蓋和中間軸鏈輪的發動機維修時,應按照上述方法在組裝過程中安裝正時機構。
如果在維修過程中不拆卸中間軸鏈輪和鏈條蓋,則在拆卸前,應將 1 號汽缸的活塞置於壓縮衝程上止點位置。此時,減震器皮帶輪上的缺口必須與鏈條蓋上的指針對齊,並且凸輪軸鏈輪上的標記必須水平,指向相反方向,並與汽缸蓋上平面對齊。
拆下凸輪軸和汽缸蓋後,只能通過將曲軸轉動兩圈才能使其回到初始位置。
即使減震器皮帶輪和鏈條蓋上的標記對齊,只轉動曲軸一圈也會導致配氣正時錯誤。
如果凸輪軸和鏈輪安裝錯誤,鏈輪上的標記將無法與汽缸蓋上平面對齊。
在這種情況下,需要拆下鏈輪,沿旋轉方向轉動曲軸一圈,然後按照上述步驟重新安裝鏈輪。
後續發動機組裝操作
安裝並固定帶墊片的汽缸蓋前蓋。
將節溫器殼體安裝到節溫器軟管上並固定。將墊片安裝到汽缸蓋上,並擰緊軟管卡箍。
將機油尺管壓入到位並安裝機油尺。為確保安裝牢固且密封良好,請先在機油尺管的下端塗抹樂泰 638 固持膠。
將帶墊片的排氣歧管安裝到汽缸蓋螺柱上。安裝並擰緊除最後一個歧管安裝螺母外的所有螺母。
將排氣歧管隔熱罩安裝到排氣歧管螺柱上,並用螺母固定。
將連接水泵和進水管的軟管安裝到水泵接頭上,並用卡箍固定。
將卡箍套到進水管上。
將進水管插入連接到水泵接頭的軟管中,並將卡箍移動到最後一個歧管螺柱處。用螺母固定卡箍,然後鎖緊軟管卡箍。
安裝汽缸體放油螺塞,先在螺塞螺紋上塗抹 Unisil H50-1 矽酮密封膠或 Stopor-6 厭氧密封膠。
安裝並固定氣門室蓋,包括墊片和火花塞孔密封圈。將點火傳感器連接器支架安裝到氣門室蓋上。
同時安裝並固定發電機上下支架和發動機前吊耳。
安裝冷卻液回水軟管及其墊片。事先在進氣歧管螺栓螺紋上塗抹 Stopor-6 厭氧密封膠。
將進氣歧管和墊片安裝並固定在汽缸蓋上。
將進氣歧管和墊片安裝到進氣歧管螺柱上,並用螺母固定。
使用安裝在汽缸蓋螺柱上的兩個支架將進氣歧管固定到汽缸蓋上。
首先,預緊支架與進氣歧管的固定螺釘,然後擰緊支架到汽缸蓋的螺母和進氣歧管的固定螺釘。
安裝通風軟管和管,並用卡箍固定。將小通風軟管安裝到通風管和進氣歧管接頭上,並用卡箍固定。
安裝並固定離合器從動盤和壓盤,使用專用心軸將從動盤居中。
變速器輸入軸可用作心軸。分階段交替擰緊壓盤螺栓,以防止壓盤偏斜,最終扭力達到 19.6-24.5 N⋅m (2.0-2.5 kgf⋅m)。
將離合器分離撥叉的軸和螺柱安裝到離合器殼體中。
將帶發動機後吊耳的離合器殼體安裝到汽缸體定位銷上,並用螺栓將其固定到汽缸體上。
將發動機從支架上移開。
發動機附件安裝步驟
- 將機油壓力報警傳感器安裝到汽缸蓋上,安裝前在傳感器的螺紋部分塗抹 Stopor-6 厭氧密封膠。
- 安裝發電機並固定。首先,擰緊將發電機固定到上下支架上的螺母,然後擰緊上支架襯套安裝螺栓。
- 安裝自動皮帶張緊器,使張緊器上的定位銷插入安裝凸台的孔中,並鎖緊安裝螺栓。安裝螺栓前,請先在螺紋上塗抹 Stopor-6 厭氧密封膠。
然後:
- 用扳手通過張緊輪安裝螺栓將張緊輪拉到極限位置;
- 將鎖止銷(直徑 4 毫米,長度 55 毫米)插入張緊器上的孔中,直到其頂住;
- 在鎖止銷處於極限位置時鬆開張緊輪;
- 將皮帶套到各皮帶輪上;
- 用扳手稍微拉動張緊輪,鬆開鎖止銷,然後將其拔出。用鉗子拔出鎖止銷;
- 將張緊輪推向皮帶方向並鬆開張緊輪。皮帶將由張緊器張緊。
- 將相位傳感器安裝到汽缸蓋的孔中,在用乾淨的機油潤滑傳感器的 O 型圈後,用螺栓固定。在用螺栓固定之前,應確保傳感器法蘭與汽缸蓋表面貼合。
- 將曲軸位置傳感器安裝到正時鏈條蓋的凸台孔中。將傳感器線束放入用下液壓張緊器蓋螺栓固定的支架中,並將連接器安裝到氣門室蓋上的支架中。
- 安裝爆震傳感器,並用螺母和彈簧墊圈將其鎖緊至 20 ± 0.5 N⋅m (2.0 ± 0.05 kgf⋅m) 的扭力。
- 將節氣門體和墊片安裝到進氣歧管上。
- 安裝火花塞。
安裝火花塞時,請注意不要損壞汽缸蓋上火花塞孔的螺紋。火花塞應先用手旋入,然後用扭矩扳手擰緊至 20.0-30.0 N⋅m (2.1-3.1 kgf⋅m) 的扭力。
- 安裝點火線圈並用螺母固定。
- 安裝起動機並用螺栓固定。
- 在傳感器螺紋部分塗抹 Stopor-6 厭氧密封膠後,將發動機控制單元使用的冷卻液溫度傳感器和冷卻液過高溫報警開關傳感器旋入節溫器殼體。
- 安裝節溫器及其墊片,注意接頭朝上,並用機油濾清器底座接頭固定。
- 安裝機油濾清器。安裝前,用乾淨的機油潤滑橡膠密封圈。將濾清器旋入接頭,直到密封圈接觸到安裝面,然後再旋緊 3/4 圈。