曲軸採用高強度鑄鐵鑄造,並配有五個主軸承和八個配重,以減輕主軸承負荷。
主軸頸、連桿軸頸以及曲軸油封下方的後法蘭表面均採用高頻淬火工藝,確保其耐磨性。
主軸頸和連桿軸頸的圓角採用滾壓淬火製程。此軸經過動平衡處理。
有關曲軸拆卸的信息,請參閱文章-ZMZ-4062 曲軸。
連桿和活塞組件的組裝方法,請參閱文章-如何組裝 ZMZ-40524 連桿和活塞組件。
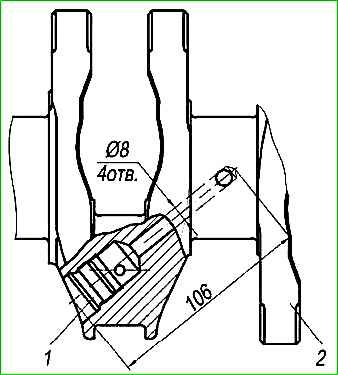
主軸頸(中心軸頸除外)和曲柄銷均透過通孔加工,這些通孔由穿過軸頸和曲軸側板的斜孔連接。這些油道為連桿軸承供油。
在油孔與曲軸臂連接處,設有特殊的集污腔,並用螺紋塞密封。
曲軸旋轉時,機油中的污垢會因離心慣性力的作用而分離,並積聚在這些集污腔中。除了機油濾清器之外,這還提供了額外的機油清潔作用。
進行引擎維修時,必須旋開螺塞,並清除曲軸上的集污腔和油道中的污垢和沉積物。
螺紋螺塞使用厭氧密封劑「Stopor-9」安裝,以防止其鬆動。
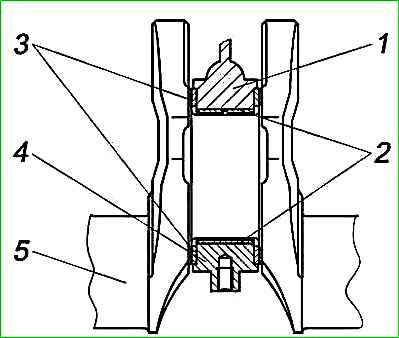
軸的軸向移動由位於中間(第三)主軸承兩側的兩個止推墊圈 3(圖 1)限制。
每個止推墊圈由兩個半環組成:上半環和下半環。
曲軸的旋轉方向為右旋(從減震器皮帶輪側觀察)。
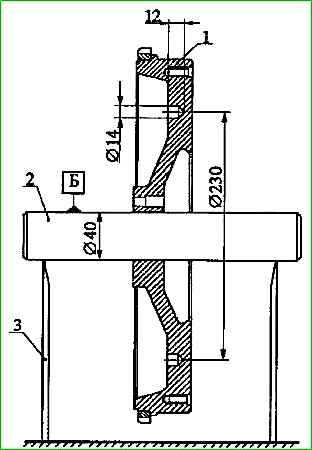
曲軸前端安裝有:正時驅動鏈輪 7、定距套筒 6 和帶有齒形同步盤的減震器皮帶輪 3,它們用一個緊固螺栓 1 固定。
為防止緊固螺栓鬆動,使用了一個帶齒的淬硬鎖止墊圈 15。
鋼製定距套筒 6 的外表面經過高頻淬火處理,以提高其耐磨性。
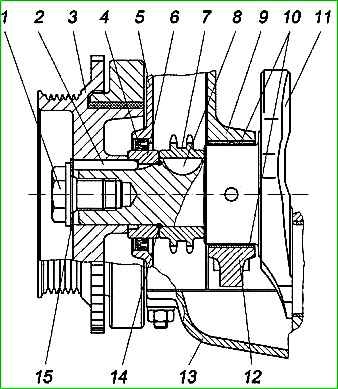
曲軸前端採用帶彈簧和防塵罩的加強型單唇橡膠密封圈進行密封。此外,安裝在定距套筒和鏈輪之間的橡膠密封圈 14(圖 2)也起密封作用。
曲軸減震器皮帶輪具有特殊的彈性橡膠元件,用於衰減曲軸的扭轉振動,從而降低噪音並改善正時鏈條傳動的工作條件。
減震器皮帶輪經過靜平衡。
減震器皮帶輪的齒圈用於向同步傳感器發送脈衝信號,微處理器控制單元利用這些脈衝信號來確定曲軸轉速和曲軸相對於上止點的位置。
減震器盤上有一個標記;當此標記與正時鏈罩上的指針對齊時,即可確定第一缸活塞處於上止點位置。
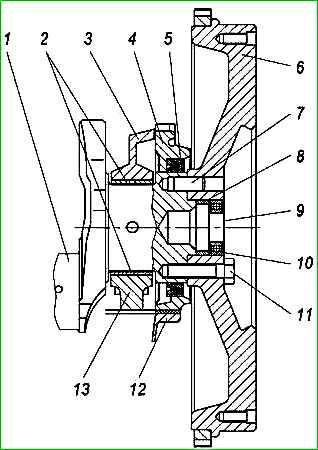
在曲軸後端的圓柱形凸緣上安裝有飛輪 6,飛輪 6 透過六個自鎖螺栓 11 和一個淬硬墊圈 9 固定在曲軸後法蘭上。使用淬硬墊圈是為了提高連接的可靠性。在飛輪的中心孔內安裝有隔套 8 和變速箱輸入軸導向軸承 10。
曲軸後端由帶彈簧和防塵罩的加強型單唇橡膠密封圈 5 密封,該密封圈安裝在油封座 4 內。
油封座的定位止口確保後油封 5 與曲軸同心。
飛輪由灰鑄鐵鑄造,並壓裝有經高頻淬火處理的鋼製齒圈。
飛輪透過其中心孔安裝在曲軸後法蘭的圓柱形凸緣上,從而保證與曲軸的同心度。
飛輪與曲軸分開進行靜平衡。
曲軸主軸承軸瓦和連桿軸承軸瓦採用鋼背鋁合金製成。上主軸承軸瓦帶有油槽和油孔,而下主軸承軸瓦則沒有油槽和油孔。
上、下連桿軸承軸瓦是相同的,均帶有油孔,用於向連桿小頭供油。
下止推軸承半環帶有一個定位凸鍵,該凸鍵嵌入中間主軸承蓋的槽中。止推半環的減摩層帶有特殊的油槽。
安裝止推半環時,帶油槽的表面必須朝向曲軸。
技術狀態檢查期間監測的曲軸參數列於表中。
如果發現任何裂紋,則該曲軸應報廢。
為了清除連桿軸頸內部的集污腔和油道,需拆下連桿軸頸上的四個螺塞,用加熱至 80°C 的氫氧化鈉溶液沖洗,並用鋼絲刷徹底清潔集污腔和油道。
然後用煤油沖洗,並用壓縮空氣吹乾。之後,在螺塞的螺紋上塗抹厭氧密封膠「Stopor-9」,並以 37-51 N·m 的扭矩將其擰緊。
在運轉過程中,曲軸的主軸頸和連桿軸頸會磨損並失去其正確的幾何形狀,這會降低發動機的性能,並導致氣缸和活塞環的磨損加劇。這甚至可能導致活塞銷擋圈脫出,使活塞銷伸出並刮傷氣缸壁。
由於磨損,曲軸主軸頸和連桿軸頸會產生錐度和橢圓度。
如果主軸頸和連桿軸頸的磨損量超過允許的最大尺寸,並且軸頸的錐度和橢圓度大於 0.04 mm,則必須將軸頸磨削至指定的修理尺寸之一。
所有同類型軸頸均需磨削至相同的修理尺寸。使用錐形研磨工具鈍化油孔倒角的尖銳邊緣,然後對軸頸和倒角進行拋光。
主軸頸和連桿軸頸的圓角半徑為 2 mm。
如果後法蘭表面或用於油封唇口的減震器皮帶輪輪轂表面磨損,可以安裝一個調整墊片,使油封唇口與未磨損的表面接觸,以防止漏油。為此,可在油封唇口與油封座或正時鏈罩之間安裝一個墊片。
如果螺孔中的螺紋損壞不超過兩扣,則可將其擴孔至修理尺寸並重新攻絲修復。如果兩扣或以上螺紋損壞,則進行以下修復:
- 飛輪螺栓孔螺紋:安裝螺紋護套進行修復;
- 曲軸前端緊固螺栓孔螺紋:擴大並重新攻絲至修理尺寸;
- 螺塞孔螺紋:擴大並重新攻絲至修理尺寸。
曲軸修理控制參數
主軸頸直徑:
- 公稱尺寸:62-0.054-0.035 mm;
- 允許極限尺寸:61.92 mm;
- 修理尺寸:第一次減小 0.25 mm;第二次減小 0.5 mm;第三次減小 0.75 mm
連桿軸頸直徑:
- 公稱尺寸:56-0.044-0.025 mm;
- 允許極限尺寸:55.92 mm;
- 修理尺寸:第一次減小 0.25 mm;第二次減小 0.5 mm;第三次減小 0.75 mm
主軸頸允許極限跳動量:
- 公稱值:0.02 mm;
- 允許極限值:0.04 mm;
第三主軸頸長度(止推面距離):
- 公稱尺寸:34+0.050 mm;
- 允許極限尺寸:34.06 mm;
曲軸軸向間隙:
- 公稱值:0.06-0.27 mm;
- 允許極限值:0.36 mm;
軸頸磨削後允許最大圓度誤差:
- 公稱值:0.005 mm;
- 允許極限值:0.01 mm;
平衡

曲軸採用動平衡方法進行平衡。
在通過兩端主軸頸的校正平面上,允許的剩餘不平衡量為 18 g·cm。
不平衡量通過在配重上鑽削直徑 14 mm、徑向深度不超過 25 mm 的孔來消除。
鑽孔不得與配重端面上的鑄造凸台相交。
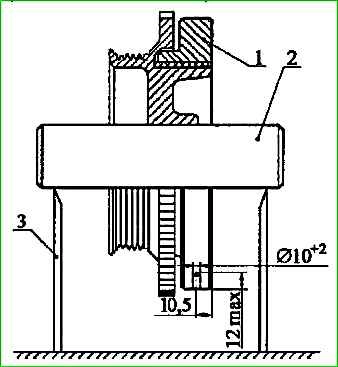
曲軸減震器皮帶輪採用靜平衡方法進行平衡。
允許的剩餘不平衡量為 15 g·cm。
不平衡量通過在減震器盤上鑽削直徑 10 mm、深度不超過 12 mm 的孔來校正,鑽孔位置在徑向距後端面 10.5 mm 的圓周上。
孔間距至少為 18 mm。
飛輪採用靜平衡方法進行平衡。允許的剩餘不平衡量為 15 g·cm。
不平衡量通過在飛輪上鑽削直徑 14 mm、深度不超過 12 mm 的孔來校正,鑽孔位置在半徑 115 mm 的圓周上,位於離合器安裝面的對側。
最多鑽 10 個孔。孔間距至少為 18 mm。
")

")
")
")
")
")
")
")