在運作過程中,以及由於正時驅動零件的製造缺陷或正時驅動維修不當,氣門正時可能與規定值有顯著偏差。
正確的氣門正時是影響引擎功率、扭力和經濟性能的最重要因素之一。
因此,當引擎牽引力下降、油耗增加且引擎運轉不穩定時,必須檢查氣門正時,並在必要時進行正確設定。
為此,我們使用了一套由 ZMZ 開發的工具包。
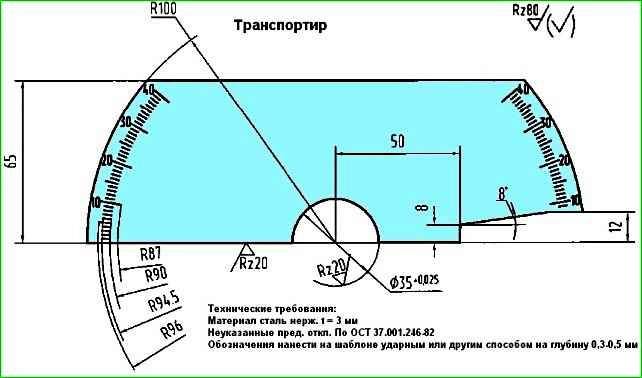
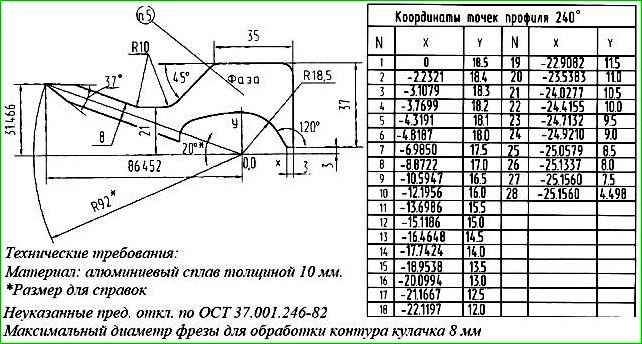
套件包含:量角器(圖 1)、帶有凸輪輪廓和箭頭的模板(圖 2)。
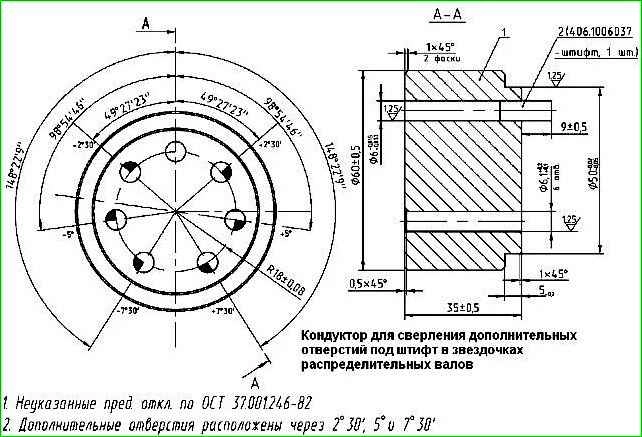
另含一個用於在凸輪軸鏈輪上鑽銷孔的夾具(圖 3)。
可以在車輛上安裝的引擎上檢查和調整氣門正時。要檢查氣門正時,您需要:
- 鬆開固定夾,斷開曲軸箱通風軟管與氣門室蓋管的連接。
- 斷開點火線圈的線束連接器。

- 拆下帶密封圈和高壓線的火星塞帽。
- 從夾子上鬆開線束,並將其從氣門室蓋上移開。
- 拆下帶有墊片、火星塞孔密封圈、點火線圈和高壓線的氣門室蓋總成,旋下八顆螺栓(使用 12mm 套筒扳手、加長桿和棘輪扳手)。
將螺栓、墊圈和線束卡扣留在蓋板上的孔中。(圖示以 ZMZ-4062 為例。)
- 順時針旋轉曲軸,使 1 號汽缸活塞處於壓縮衝程上止點,直至曲軸減震器皮帶輪上的標記與鏈條蓋上的指示肋(凸起狀)對齊。
注意!曲軸不允許逆時針旋轉。
在這種情況下,第一缸凸輪軸的凸輪和凸輪軸鏈輪上的標記必須按照圖示定位。
如果凸輪凸角和標記朝內,則將曲軸再旋轉一圈。
可以使用千分錶將第一缸活塞精確設定到上止點 (TDC),千分錶安裝並固定在第一缸的火星塞孔中。
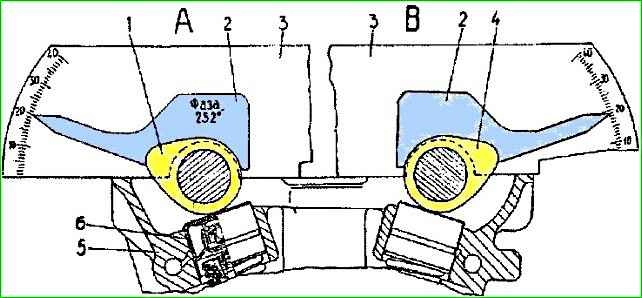
- 將量角器 3(圖 6)安裝在進氣凸輪軸第一凸輪的後方 - 視圖“A”,將其放置在凸輪和凸輪軸支撐蓋之間。
將量角器 3 壓在汽缸蓋 5 的上表面上,然後將模板 2 固定並牢固地壓在第一個凸輪的表面上。
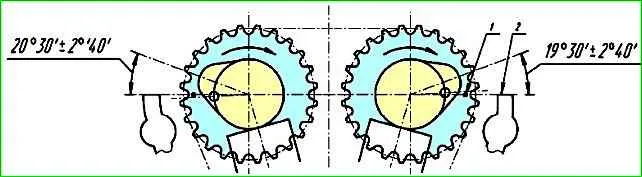
模板箭頭應位於量角器標記 20°30′ ± 2°40′ 處。
測量時,應拉緊上導軌區域(凸輪軸鏈輪之間)的鏈條前導部分,並用 27 毫米扳手逆時針轉動進氣凸輪軸,使其保持在該狀態。扳手應固定在凸輪軸本體上的方頭上。
此時,不允許轉動排氣凸輪軸。
同樣地,檢查排氣凸輪軸第一凸輪的角度位置 - 視圖“B”。
模板箭頭應指向量角器標記 19°30′ ± 2°40′。
測量時,應拉緊中間導軌區域(凸輪軸鏈輪和中間軸驅動鏈輪之間)的驅動鏈條,並用27毫米扳手逆時針轉動排氣凸輪軸,以保持鏈條張緊狀態。扳手應固定在凸輪軸本體上的方頭上。
此時,不允許轉動中間軸和曲軸。
這些第一凸輪軸角度位置值可確保引擎的最佳技術和經濟性能。
如果凸輪軸角度位置的偏差超過允許的±2°40′,則需要調整氣門正時。
為此,必須對引擎進行以下操作:
- 旋下四個螺栓(12毫米扳手),拆下前汽缸蓋罩。
- 拆下上液壓張緊器(位於汽缸蓋內),方法是旋下固定液壓張緊器蓋的兩顆螺栓(使用 12 毫米套筒扳手、加長桿和棘輪扳手),然後取下帶有隔音墊圈的蓋板。
- 拆下上鏈條導軌和中鏈條導軌,方法是分別旋下其兩顆固定螺栓(使用 6 毫米內六角扳手)。
- 拆下凸輪軸鏈輪,方法是逐一旋下其安裝螺栓(使用 12 毫米扳手),同時用 27 毫米扳手夾住凸輪軸本體上的方形部分,防止其轉動。
握住從凸輪軸鏈輪上拆下的鏈條,防止其從中間鏈輪軸上滑落。
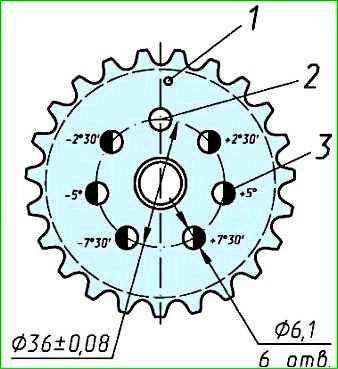
- 使用安裝在鏈輪上的鑽孔模板,在每個鏈輪上鑽六個附加孔 3(圖 7),直徑為 6.1 毫米。這些孔相對於原廠孔 2 的標稱位置應有 2°30′、5°00′ 和 7°30′ 的角度偏移。原廠孔 2 位於鏈輪齒槽的對稱軸上。
從標記 1 的側面觀察鏈輪時,三個順時針方向偏移的附加孔為正值 (+),三個逆時針方向偏移的附加孔為負值 (-)。
如果在調整氣門正時時需要順時針轉動凸輪軸,則鏈輪必須安裝在位於原廠孔右側的附加孔(正偏移)上;如果需要逆時針轉動,則將鏈輪安裝在位於原廠孔左側的附加孔(負偏移)上。
根據凸輪軸凸輪角位置與標稱值的偏差,選擇具有所需偏移量的鏈輪孔。
將鏈輪安裝在附加孔上時,鏈輪上的原廠正時標記 1 將與汽缸蓋上平面不重合。
範例
例如,考慮使用模板箭頭讀數調整氣門正時,進氣凸輪讀數為 23°30′,排氣凸輪讀數為 16°30′。這些角度值比進氣凸輪和排氣凸輪的標稱值高出 3°,超過了 ±2°40′ 的允許偏差。
根據這些凸輪軸角度位置讀數,並考慮到凸輪軸在引擎運轉期間順時針旋轉(從曲軸皮帶輪側觀察),進氣門和排氣門的開啟時間將略早於出廠時的氣門正時值。
在這種情況下,要調整正時,需要逆時針旋轉凸輪軸,並在安裝鏈輪時使用角度偏移量為負值 2°30′ 的附加孔(即原廠孔左側的第一個孔)。
然後按以下順序繼續操作:
- 用 27 毫米扳手轉動排氣凸輪軸,並將其安裝到位,使模板箭頭與量角器上的 19°30′ 標記相對。
- 將鏈條放在鏈輪上,並調整其第一個附加孔(位於原廠孔左側)的方向,使其位於凸輪軸定位銷的前方,並且鏈條的前導部分(在中間導軌區域)處於張緊狀態。
要將鏈輪安裝到凸輪軸法蘭和定位銷上,請用方頭扳手順時針輕輕轉動凸輪軸。
安裝鏈輪後,逆時針轉動凸輪軸以收緊鏈條的前導部分。安裝在凸輪上的模板箭頭應指向 19°30′ ± 2°40′。
- 安裝進氣凸輪軸,使模板箭頭與量角器上的 20°30′ 標記相對。
- 使用相同的附加孔(負偏移),以與安裝排氣凸輪軸鏈輪相同的方式將鏈輪安裝到進氣凸輪軸上。
在鏈條前導部分張緊後(在上導軌區域),安裝在凸輪上的模板箭頭應指向 20°30′ ± 2°40′。
- 預先鎖緊鏈輪安裝螺栓(使用 12 毫米扳手)。
- 拆卸並重新組裝(「充壓」)液壓張緊器,將其插入汽缸蓋孔中,蓋上蓋子,鎖緊蓋子螺栓,然後從蓋子上擰下塞子。
- 使用金屬桿或螺絲起子,通過液壓張緊器蓋上的孔壓下張緊器,使其移動到底,然後鬆開。這將使張緊器「釋放」:柱塞上的鎖止環將與張緊器殼體脫離,從而使柱塞和殼體能夠在彈簧力的作用下移動。
殼體將移動至頂到蓋子,鏈條將通過張緊器臂張緊。
- 將塞子旋入液壓張緊器蓋中,事先在塞子的螺紋上塗抹「Stopor-6」密封劑。
- 沿著旋轉方向轉動曲軸兩圈,並對齊減震器皮帶輪和鏈條蓋上的標記,以此檢查氣門正時是否正確。
使用量角器和凸輪模板進行檢查,如上所述。安裝在進氣凸輪上的模板箭頭應顯示 20°30′ ± 2°40′,安裝在排氣凸輪上的模板箭頭應顯示 19°30′ ± 2°40′。
如果未滿足此條件,則需要重新調整氣門正時。
- 最後將凸輪軸鏈輪安裝螺栓鎖緊至 56-62 N⋅m (5.6 - 6.2 kgf⋅m) 的扭力。
- 安裝上鏈條導軌和中鏈條導軌,將固定螺絲鎖緊至 20-25 N⋅m (2.0 - 2.5 kgf⋅m) 的扭力(使用 6 毫米內六角扳手鎖緊內六角螺栓,或使用帶 6 毫米套筒的扭力扳手)。
預先在導軌的固定螺絲上塗抹「Stopor-6」密封膠。
- 以拆卸的相反順序重新組裝引擎。
調整氣門正時後,引擎應運轉平穩。
")

")
")
")
")
")
")
")