Галоўка цыліндраў
Галоўка цыліндраў уяўляе сабой цэльную адліўку з шэрага чыгуну і мацуецца да блока шпількамі, угвінчанымі ў блок.
Шпількі выраблены з хроманікелевай сталі і тэрмічна апрацаваны.
Для забеспячэння адводу цяпла галоўка цыліндраў мае водзяную кашулю, якая злучаецца з кашуляй блока; для забеспячэння падводу паліва да фарсункі ў бакавой паверхні маюцца адтуліны пад штуцэры.
У галоўцы цыліндраў размешчаны клапаны з спружынамі і дэталямі іх мацавання, каромыслы, восі каромыслаў і фарсункі.
Сёдлы клапанаў устаўныя.
Сёдлы ўпускных клапанаў выраблены з спецыяльнага чыгуну, а сёдлы выпускных — з спецыяльнага цеплатрывалага сплаву.
Сёдлы запресаваны ў гнёзды з нацягам.
Сёдлы і металкерамічныя накіравальныя утулкі клапанаў канчаткова апрацоўваюцца пасля іх запресоўкі ў галоўку.
Усталёўваемыя на рухавікі галоўкі цыліндраў маюць паміж сабой канструктыўныя адрозненні:
Галоўкі цыліндраў на рухавіках ЯМЗ-236НЕ2, БЕ2 могуць быць блочныя (на тры цыліндры кожная) або індывідуальныя:
- — Блочная галоўка на тры цыліндры кожная. Прышчальная паверхня шліфавана, і ў зоне ўшчыльнення гільзаў цыліндраў выкананы кольцавыя праточкі.
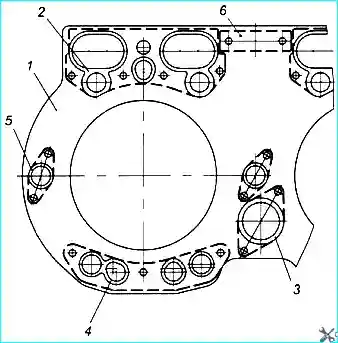
Стык галоўкі цыліндраў, блока і гільзы ўшчыльняецца пракладкай, якая складаецца з металічнай (адзінай на тры цыліндры) пракладкі, якая ўшчыльняе газавы стык, і гумавых ушчыльняльных элементаў, якія ўшчыльняюць алейныя, водяныя і штангавыя поласці.
Ушчыльняльныя элементы пяці відаў у колькасці 14 шт. на пракладку (рыс. 1).
Індывідуальная галоўка ўстаноўлена на кожны цыліндр і мацуецца да блока шасцю шпількамі, якія маюць даўжыню 209 мм і 248 мм.
У галоўку запресаваны чыгунны шклянка фарсункі.
Шклянка ў верхняй частцы ўшчыльнены гумовым кольцам.
Прышчальная паверхня ў зоне ўшчыльнення гільзаў цыліндраў мае тры кольцавыя праточкі.
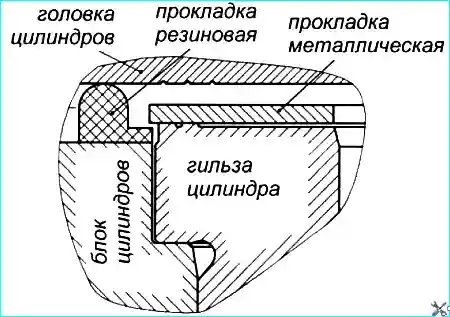
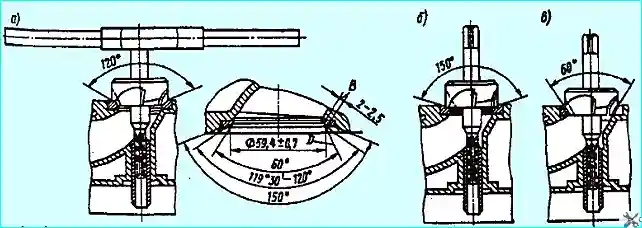
Стык галоўкі цыліндраў, блока і гільзы (рыс. 2) ўшчыльняецца пракладкай, якая складаецца з металічнай пракладкі, якая ўшчыльняе газавы стык, і гумавай пракладкі, якая ўшчыльняе алейныя, водяныя і штангавыя поласці.
Металічная і гумавая пракладкі ўстанаўліваюцца на штыфты блока.
Металічная пракладка выпускаецца чатырох памераў па таўшчыні (1,1 мм; 1,3 мм; 1,5 мм; 1,7 мм) і падбіраецца пры зборцы рухавіка індывідуальна з мэтай дасягнення аптымальнага працоўнага працэсу ў кожным цыліндры.
У запасныя часткі пастаўляецца пракладка таўшчынёй 1,7 мм.
Галоўкі цыліндраў на рухавіках ЯМЗ-236Н (Б; НЕ; БЕ) — блочныя, на тры цыліндры кожная. Канструктыўна выкананы ў асноўным аналагічна папярэдняй блочнай.
Галоўку цыліндраў здымаць толькі для ўхілення неспраўнасцей дэталяў цыліндрапоршневай групы, пракладкі галоўкі цыліндраў, клапанаў або для замены самой галоўкі.
Зняцце галоўкі цыліндраў
Здымаць галоўку цыліндраў у наступным парадку:
- — Зліць астуджальную вадкасць з сістэмы астуджэння рухавіка.
- — Адлучыць ад галоўкі ўсе паліваправоды, абараніць іх унутраныя поласці ад пылу і бруду.
- — Зняць вечка галоўкі цыліндраў.
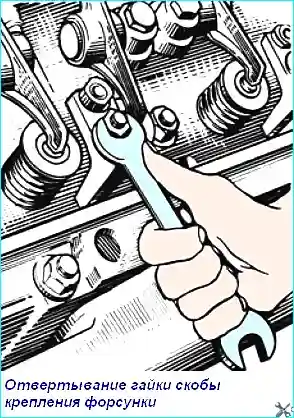
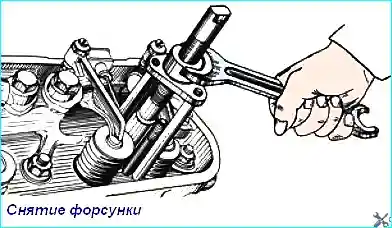
- — Адкруціць гайкі клямараў мацавання фарсунак (рыс. 3), зняць фарсункі (рыс. 4), ахоўваючы распыляльнік ад удараў і засмечання адтулін.
- — Адкруціць гайкі мацавання восей каромыслаў, зняць восі каромыслаў у зборы з каромысламі і выцягнуць штангі.
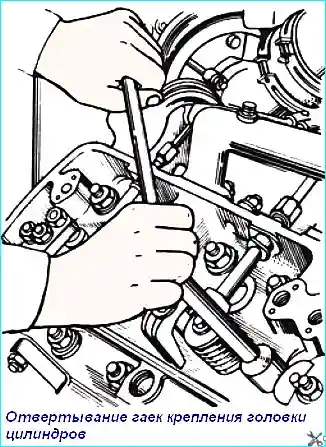
- — Адкруціць гайкі мацавання галоўкі цыліндраў (рыс. 5), выконваючы паслядоўнасць, адваротную зацяжцы (рыс. 7).
Адварочваць гайкі мацавання індывідуальных галавак цыліндраў не менш чым за тры прыёмы:
- — 1-ы прыём — да 118–147 Н·м (12–15 кгс·м);
- — 2-і прыём — да 39–49 Н·м (4–5 кгс·м);
- — 3-і прыём — вывярнуць гайкі.
- — Зняць галоўку цыліндраў з рухавіка і агледзець яе стан.
- — Калі неабходна, асцярожна зняць пракладку галоўкі цыліндраў.
- — Праверыць стан гільзаў цыліндраў і закрыць цыліндравыя адтуліны, каб прадухіліць іх ад траплення пылу і бруду.
Устаноўку галоўкі цыліндраў на рухавік вырабляць у адваротным парадку.
Перад устаноўкай працерці чыстай анучай прышчальныя плоскасці блока цыліндраў, бурта гільзаў цыліндраў і галоўку цыліндраў.
Паўторнае выкарыстанне пракладкі галоўкі цыліндраў дапускаецца з той жа галоўкай цыліндраў толькі пры нязменным становішчы гільзаў у блоку цыліндраў і пры адсутнасці слядоў прарыву газаў і разбурэння акантовак газавага стыку.
Звярнуць увагу на правільнасць устаноўкі пракладкі галоўкі цыліндраў на штыфты і акантовак пракладак — на бурты гільзаў цыліндраў.
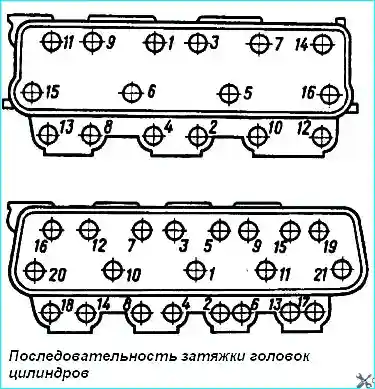
Гайкі мацавання галавак цыліндраў зацягваць у парадку ўзрастання нумароў, як паказана на рыс. 7, момантам 240–260 Н·м (24–26 кгс·м).
Пасля першай зацяжкі паўторнай аперацыяй праверыць патрабаваны круцільны момант на кожнай гайцы, выконваючы паказаную паслядоўнасць.
Нельга зацягваць гайкі момантам большим, чым паказана, так як гэта непазбежна прывядзе да разбурэння дэталяў газавага стыку.
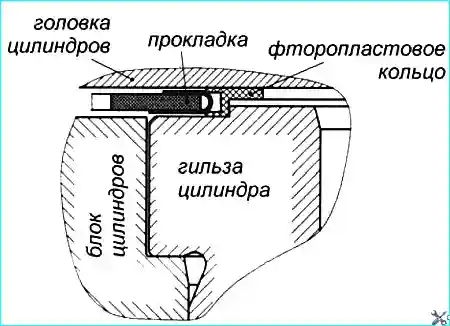
Стык галоўкі цыліндраў, блока і гільзы (рыс. 8) ўшчыльняецца пракладкай з матэрыялу тыпу «сэндвіч» з акантоўкамі цыліндравых адтулін і адтулін для праходу астуджальнай вадкасці.
У акантоўкі цыліндравых адтулін устаўлены разрэзныя ўшчыльняльныя фтарапластавыя кольцы.
Мацаванне да блока ажыццяўляецца 16-ю шпількамі з шайбамі і гайкамі.
Прыцірка клапанаў
Перад разборкай галавак цыліндраў ачысціць іх ад алею і нагару і пазначыць парадкавыя нумары клапанаў на іх талерках для таго, каб пры зборцы ўсталяваць іх на свае месцы.
Для рассухарывання клапанаў неабходна галоўку цыліндраў (без фарсунак, каромыслаў, восей каромыслаў і шпілек мацавання восей каромыслаў) усталяваць прышчальнай паверхняй на пліту так, каб забяспечыць упор для клапанаў.
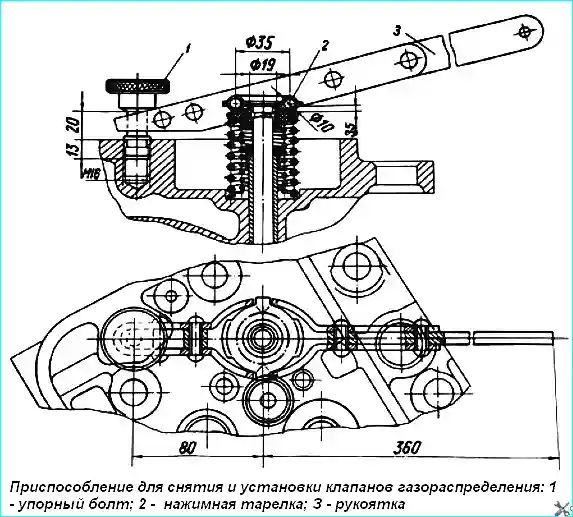
Рассухарыванне выконваць з дапамогай прыстасавання, выяўленага на рыс. 9.
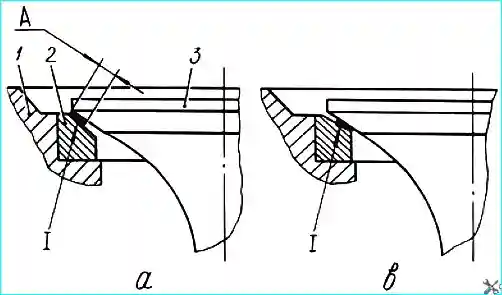
Для гэтай мэты угвінціць упорны болт 1 прыстасавання ў адтуліну пад шпільку мацавання восі каромысла, націскную талерку 2 прыстасавання ўсталяваць на талерку спружын адпаведнага клапана і, націскаючы на ручку 3 рычага прыстасавання, адціснуць спружыны клапана, выняць сухары і зняць усе дэталі клапаннага вузла.
Такім жа шляхам паслядоўна рассухарыць усе астатнія клапаны і зняць спружыны клапанаў і спалучаныя з імі дэталі.
Павярнуць галоўку цыліндраў і выняць клапаны з накіравальных утулак.
Клапаны і сёдлы старанна ачысціць ад бруду, нагару і алейных адкладаў, прамыць у газе ці спецыяльным мыйным растворы, высушыць і агледзець для вызначэння ступені рамонту.
Пасля заканчэння прыціркі клапаны і галоўку цыліндраў старанна прамыць газам або спецыяльным мыйным растворам і высушыць.
Якасць прыціркі праверыць на герметычнасць спалучэнняў клапан — сядло шляхам заліўкі газы або дызельнага паліва, заліваючы яго па чарзе ва ўпускныя і выпускныя вокны. Добра прыцёртыя клапаны не павінны прапускаць газу або дызельнае паліва на працягу адной хвіліны.
Рамонт накіравальных утулак і сёдлаў клапанаў
Накіравальныя утулкі клапанаў пры зносе ўнутранага дыяметра больш як 12,06 мм замяняюць новымі.
Апраўкай (рыс. 11) запресоўваюць у адтуліну галоўкі цыліндраў накіравальныя утулкі клапанаў і апрацоўваюць іх разгорткай пад намінальны 12+0,019 мм або рамонтны 11,6+0,019 мм памеры.
Рамонт каромыслаў клапанаў
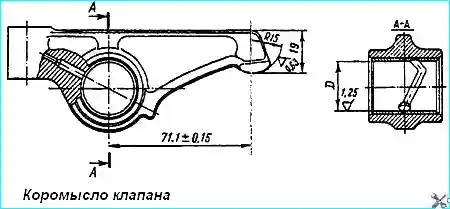
Асноўнымі дэфектамі каромысла з’яўляюцца: знос адтуліны ва ўтулцы пад вось каромысла, аслабленне пасадкі утулкі ў каромысле і знос паверхні носіка.
Карамысло мяняюць пры выяўленні трэшчыны або аблому.
Пры зносе адтуліны пад вось каромысла да дыяметра 25,15 мм замяняюць толькі утулку. Акрамя таго, утулку замяняюць пры аслабленні яе пасадкі ў каромысле.
Запресаваную утулку апрацоўваюць разгорткай пад памер дыяметра 25+0,030 мм.
Устаноўка галавак цыліндраў, каромыслаў клапанаў і рэгуліроўка зазораў у клапанах
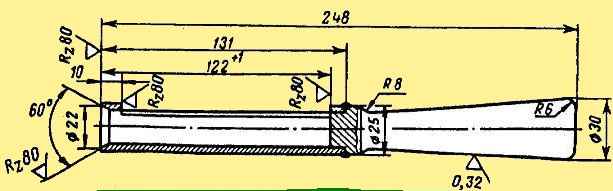
Шпількі мацавання галоўкі цыліндраў угвінчваюць у правы і левы рады блока цыліндраў, папярэдне змазаўшы разьбовыя адтуліны пад шпількі ў блоку дызельным алеем.
Шпількі угвінчваюць на ўсю даўжыню разьбы момантам 80–100 Н·м (8–10 кгс·м); яны павінны выступаць над плоскасцю блока на велічыню 122 мм, што правяраюць утулкай (рыс. 13).
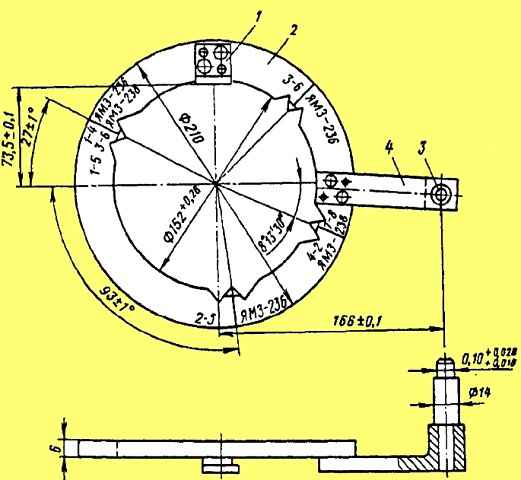
Зазоры клапанаў рэгулююць адначасова на двух цыліндрах і пры гэтым ужываюць лімб (рыс. 14).
Лімб устанаўліваюць на шкіў каленчатага вала, а палец 3 устаўляюць у разьбовую адтуліну на вечку шасцярэнь размеркавання.
Цеплавыя зазоры рухавіка ЯМЗ-326 рэгулююць у наступнай паслядоўнасці:
- — круцяць каленчаты вал па гадзіннікавай стрэлцы ключом за болт мацавання шківа, назіраюць за рухам упускнога клапана першага цыліндра і ўстанаўліваюць момант, калі ён цалкам зачыніцца. Пасля гэтага вал паварочваюць у тым жа кірунку да сумяшчэння рыскі на шківе каленчатага вала з меткай 1–4 ЯМЗ-236 на лімбе;
- — рэгулююць зазоры паміж носікамі каромыслаў і тарцамі клапанаў першага і чацвёртага цыліндраў. Пасля зацяжкі контргайкі рэгулявальнага віта шуп таўшчынёй 0,25 мм павінен свабодна ўваходзіць у зазоры, таўшчынёй 0,30 мм — з высілкам. Дапускаецца пасля пракручвання каленчатага вала змяненне зазору ў межах 0,20–0,35 мм;
- — сумяшчаючы на такце сціску ў парадку працы цыліндраў (1-4-2-5-3-6) рыску на шківе з меткамі 1-4, 2-5, 3-6 ЯМЗ-236 на лімбе, рэгулююць зазоры для астатніх цыліндраў.
Штангі штурхачоў рэгулявальных клапанаў павінны свабодна круціцца ад рукі.
Зазор рэгулююць пры дапамозе рэгулявальнага віта; пасля рэгулявання трэба надзейна замацаваць віт гайкай і праверыць зазор.