氣缸蓋
氣缸蓋為整體灰鑄鐵鑄件,用螺柱固定在氣缸體上。
螺柱由鉻鎳鋼製成並經熱處理。
氣缸蓋設有水套與氣缸體水套相通;側面有安裝接頭的孔用於向噴油器供油。
氣缸蓋內安裝有帶彈簧及固定零件的氣門、搖臂、搖臂軸和噴油器。
氣門座為鑲嵌式。
進氣門座由特種鑄鐵製成,排氣門座由特種耐熱合金製成。
氣門座以過盈壓入座孔。
氣門座和金屬陶瓷氣門導管在壓入氣缸蓋後進行最終加工。
安裝在發動機上的氣缸蓋在結構上有所區別:
ЯМЗ-236НЕ2、БЕ2 發動機的氣缸蓋可以是整體式(每三個氣缸一個蓋)或分體式:
- — 每三個氣缸一個整體式氣缸蓋。接合面經過磨削,在氣缸套密封區域加工有環形槽。
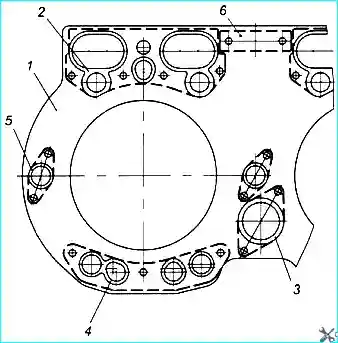
氣缸蓋、氣缸體和氣缸套的接合處用墊片密封,墊片包括密封氣體接合面的金屬墊片(三個氣缸共用一片)和密封機油、水及推桿腔的橡膠密封件。
每片墊片有 5 種共 14 個密封件(圖 1)。
分體式氣缸蓋每個氣缸一個,用六個螺柱(長度 209 mm 和 248 mm)固定在氣缸體上。
氣缸蓋中壓入鑄鐵噴油器套,套的上部用橡膠圈密封。
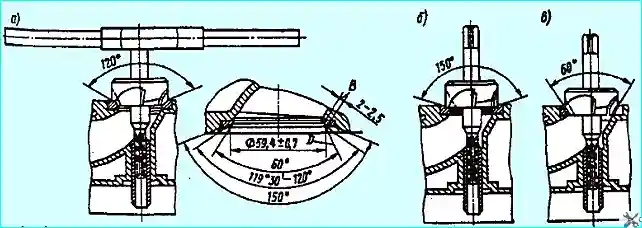
氣缸套密封區域的接合面上有三道環形槽。
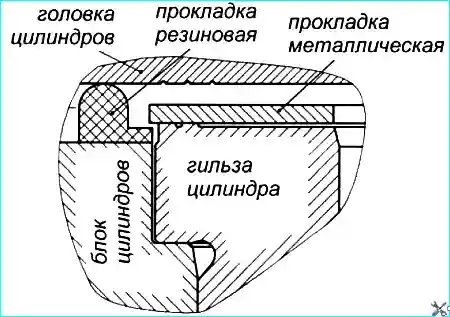
氣缸蓋、氣缸體和氣缸套的接合處(圖 2)用墊片密封,墊片包括密封氣體接合面的金屬墊片和密封機油、水及推桿腔的橡膠墊片。
金屬墊片和橡膠墊片均安裝在氣缸體的定位銷上。
金屬墊片有四種厚度(1,1 mm;1,3 mm;1,5 mm;1,7 mm),在發動機組裝時單獨選配,以實現在每個氣缸中達到最佳工作過程。
備件供應厚度為 1,7 mm 的墊片。
ЯМЗ-236Н(Б;НЕ;БЕ)發動機的氣缸蓋為整體式(每三個氣缸一個),結構與前述整體式基本類似。
僅在排除氣缸活塞組零件、氣缸蓋墊片、氣門故障或更換氣缸蓋本身時,才拆下氣缸蓋。
拆下氣缸蓋
按以下順序拆下氣缸蓋:
- — 放出發動機冷卻系統中的冷卻液。
- — 斷開氣缸蓋上的所有管路,保護其內腔免受灰塵污染。
- — 拆下氣缸蓋罩。
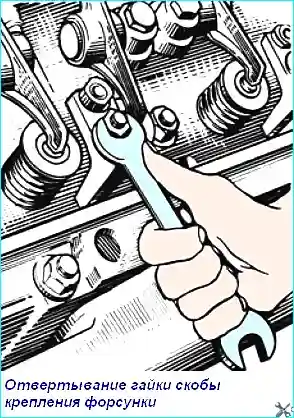
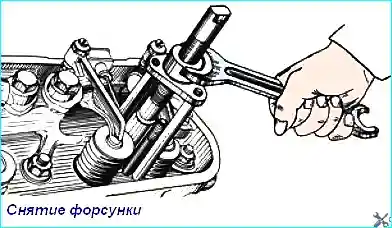
- — 鬆開噴油器壓板螺母(圖 3),拆下噴油器(圖 4),注意保護噴油嘴免受衝擊並防止噴孔堵塞。
- — 鬆開搖臂軸固定螺母,拆下帶搖臂的搖臂軸總成,取出推桿。
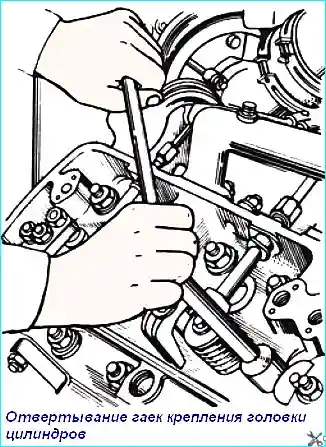
- — 鬆開氣缸蓋固定螺母(圖 5),順序與擰緊時相反(圖 7)。
分體式氣缸蓋的固定螺母應分至少三步鬆開:
- — 第 1 步:鬆至 118–147 N·m(12–15 kgf·m);
- — 第 2 步:鬆至 39–49 N·m(4–5 kgf·m);
- — 第 3 步:完全擰下螺母。
- — 從發動機上拆下氣缸蓋並檢查其狀態。
- — 必要時小心拆下氣缸蓋墊片。
- — 檢查氣缸套的狀態,並蓋住氣缸孔以防灰塵進入。
按相反順序將氣缸蓋安裝到發動機上。
安裝前用乾淨抹布擦拭氣缸體、氣缸套凸緣和氣缸蓋的接合平面。
僅在氣缸套在氣缸體中的位置未變且無燃氣竄出痕跡和氣體接合面包邊損壞時,才允許將氣缸蓋墊片與同一氣缸蓋重複使用。
注意確保氣缸蓋墊片正確安裝在定位銷上,且墊片包邊正確套在氣缸套凸緣上。
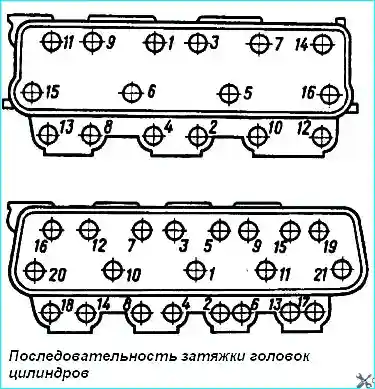
按圖 7 所示編號遞增的順序擰緊氣缸蓋固定螺母,力矩為 240–260 N·m(24–26 kgf·m)。
第一次擰緊後,按相同順序對每個螺母重複操作,檢查所需扭矩。
不得以超過規定值的力矩擰緊螺母,否則將不可避免地導致氣體接合面零件損壞。
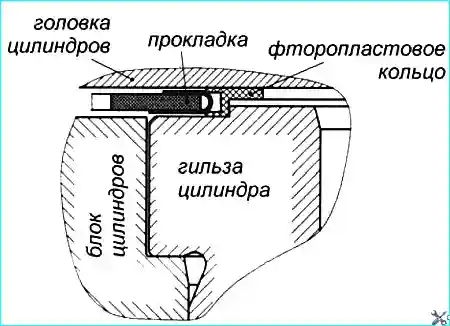
氣缸蓋、氣缸體和氣缸套的接合處(圖 8)用「三明治」型墊片密封,墊片帶有氣缸孔和冷卻液通過孔的包邊。
氣缸孔的包邊內裝有切口式聚四氟乙烯密封環。
用 16 個帶墊圈和螺母的螺柱固定在氣缸體上。
氣門研磨
解體氣缸蓋前,清除油污和積碳,並在氣門頂部標記順序編號,以便組裝時裝回原位。
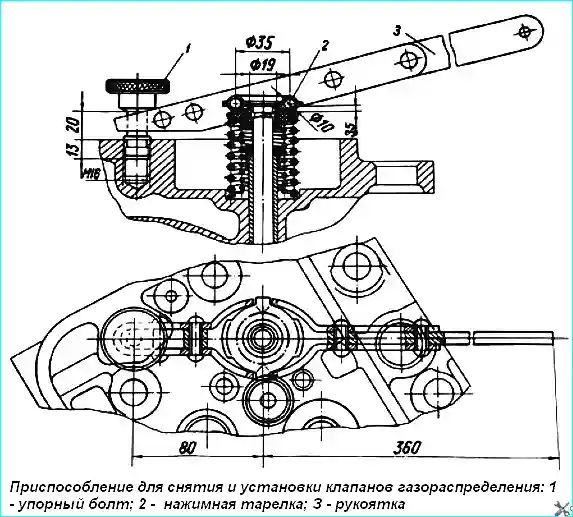
為拆下氣門鎖塊,需將氣缸蓋(不含噴油器、搖臂、搖臂軸及搖臂軸固定螺柱)接合面朝下放在平板上,以便為氣門提供支撐。
使用圖 9 所示的工具拆下鎖塊。
為此,將工具的止推螺栓 1 擰入搖臂軸固定螺柱孔中,將工具的壓盤 2 放在對應氣門的彈簧座上,壓下工具手柄 3 壓縮氣門彈簧,取出鎖塊,然後取下氣門組的所有零件。
用同樣方法依次拆下所有其他氣門的鎖塊,取下氣門彈簧及相關零件。
翻轉氣缸蓋,從導管中取出氣門。
仔細清除氣門和氣門座上的污物、積碳和油泥,在煤油或專用清洗液中清洗,乾燥後檢查以確定維修程度。
研磨結束後,用煤油或專用清洗液仔細清洗氣門和氣缸蓋,然後乾燥。
研磨質量通過檢查氣門與氣門座的密封性來驗證:將煤油或柴油交替注入進氣和排氣口。研磨良好的氣門應在一分鐘內不洩漏煤油或柴油。
氣門導管和氣門座的維修
當氣門導管內徑磨損超過 12,06 mm 時,應更換新導管。
用導套(圖 11)將氣門導管壓入氣缸蓋孔中,然後用鉸刀加工至標稱尺寸 12+0,019 mm 或修理尺寸 11,6+0,019 mm。
氣門搖臂的維修
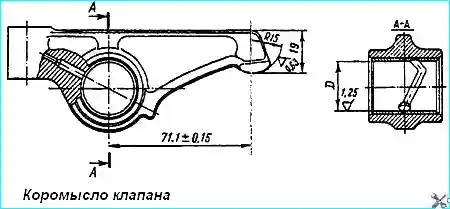
搖臂的主要缺陷包括:搖臂襯套孔(用於搖臂軸)磨損、襯套在搖臂中鬆動、搖臂頭表面磨損。
發現裂紋或斷裂時更換搖臂。
當搖臂孔磨損至直徑 25,15 mm 時,僅更換襯套。此外,當襯套在搖臂中鬆動時也應更換襯套。
對壓入的襯套用鉸刀加工至直徑 25+0,030 mm。
氣缸蓋、氣門搖臂的安裝及氣門間隙調整
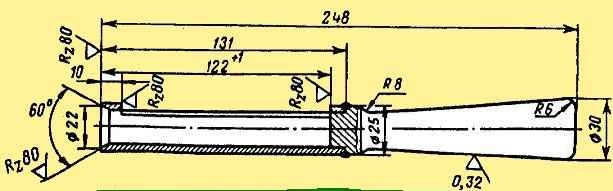
將氣缸蓋固定螺柱旋入氣缸體左右兩列,螺柱孔內預先用柴油機油潤滑。
螺柱以 80–100 N·m(8–10 kgf·m)的力矩擰到底;螺柱伸出氣缸體平面的長度應為 122 mm,用套筒(圖 13)檢查。
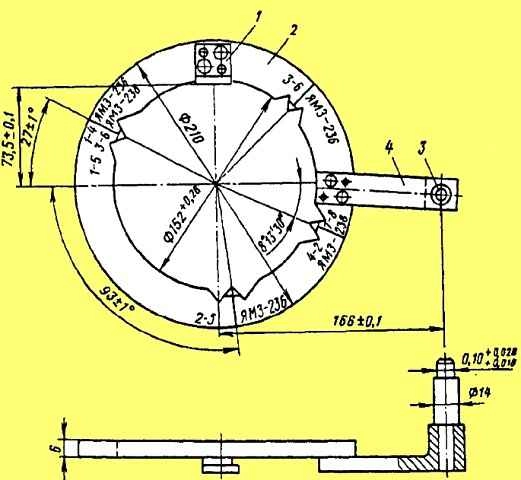
氣門間隙需同時在兩個氣缸上調整,並使用分度盤(圖 14)。
將分度盤安裝在曲軸皮帶輪上,將定位銷 3 插入配氣齒輪蓋的螺紋孔中。
ЯМЗ-326 發動機的氣門熱間隙按以下順序調整:
- — 用扳手卡住皮帶輪固定螺栓,順時針轉動曲軸,觀察第一缸進氣門的運動,待其完全關閉後,繼續同向轉動曲軸,直到曲軸皮帶輪上的刻線與分度盤上的 ЯМЗ-236 標記 1–4 對齊;
- — 調整第一缸和第四缸的搖臂頭與氣門桿端面之間的間隙。擰緊調整螺絲的鎖緊螺母後,厚度 0,25 mm 的塞尺應能自由插入間隙,厚度 0,30 mm 的塞尺插入時應有阻力。曲軸轉動後,間隙在 0,20–0,35 mm 範圍內變化是允許的;
- — 按工作順序 (1-4-2-5-3-6) 在壓縮行程時,將皮帶輪上的刻線依次與分度盤上的 ЯМЗ-236 標記 1-4、2-5、3-6 對齊,調整其餘氣缸的間隙。
調整後,挺桿推桿應能用手自由轉動。
間隙通過調整螺絲進行調整;調整後必須可靠鎖緊螺母並再次檢查間隙。