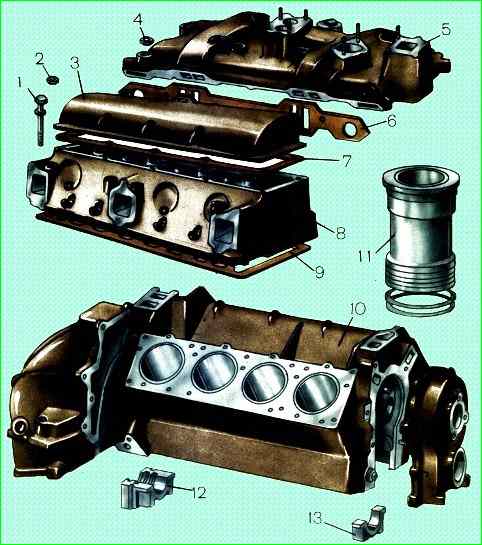
Блок циліндрів двигуна чавунний, із вставними гільзами із сірого чавуну з кислоупорною вставкою у верхній частині гільзи здійснюється затискачем бурта гільзи між блоком і головкою блоку через азбостальну прокладку, а нижній частині — двома гумовими кільцями
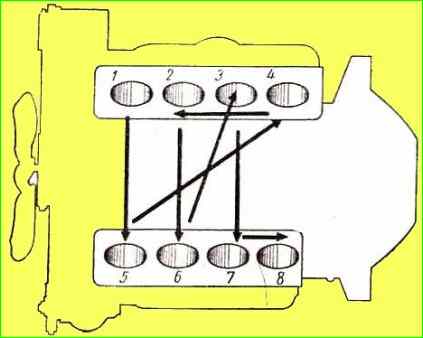
Нумерація циліндрів вказана на патрубках впускної труби двигуна.
Порядок розташування циліндрів та послідовність їх роботи показані на малюнку 1.
Головка блоку ціліндрів виготовлена з алюмінієвого сплаву зі вставними сідлами та направляючими клапанів.
Між блоком та головками встановлені прокладки з азбостального полотна.
Кожна головка блоку прикріплена до блоку циліндрів сімнадцятьма болтами, до яких входять чотири болти кріплення осі коромисел.
Болти кріплення головок до блоку необхідно затягувати спеціальним динамометричним ключем, що дозволяє контролювати момент натяжки, оскільки алюмінієва головка блоку при нагріванні збільшується у висоту більше, ніж сталеві болти, що кріплять її.
При прогріванні двигуна затягування головки блоку збільшується, при охолодженні — зменшується, тому момент натяжки болтів головок блоку має бути на холодному двигуні 7—9 кГм
Причому при температурі двигуна нижче мінус 5° С момент натяжки болтів має бути ближчим до нижньої межі (7 кГм), а при температурі плюс 20—25° С — ближче до верхньої межі (9 кГм).
При повному нагріванні двигуна натяжка головок блоку автоматично зростає до потрібної межі.
Одночасно з підтяжкою болтів кріплення головок блоку необхідно підтягувати болти кріплення випускних газопроводів, а також хомути ущільнення складових частин газопроводів.
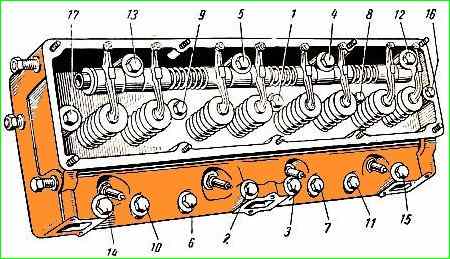
Для забезпечення повного прилягання площин головок і блоку необхідно дотримуватись порядку затягування болтів, вказаного на рис. 2.
Затягувати болти головки блоку циліндрів треба рівномірно, у два прийоми.
Після затягування всіх болтів потрібно додатково затягнути болти 1, 2, 3, 4 та 5.
При зміні прокладок треба прочистити всі водяні отвори в головках блоку та блоці циліндрів.
Затягування гайок кріплення кришки головки потрібно проводити рівномірно з моментом затягування 0,5—0,6 кГм

")
")
")
")
")