La reparación de bielas se reduce a reemplazar el casquillo superior del cabezal y luego procesarlo para adaptarlo a un pasador de pistón de tamaño nominal o procesar el casquillo disponible en la biela para un pasador de tamaño de reparación
Los repuestos se suministran con casquillos del mismo tamaño, fabricados con cinta de bronce OTS4-4-2,5 de 1 mm de espesor.
Al presionar un casquillo nuevo en la biela, asegúrese de que el orificio del casquillo coincida con el orificio en la cabeza superior de la biela.
Los orificios se utilizan para suministrar lubricante al pasador del pistón.
Después de presionar el casquillo, compacte su superficie interior con una broche lisa hasta un diámetro de 24,3 +0,045 mm, y luego expanda o taladre hasta el tamaño nominal o de reparación con una tolerancia de +0,007 - 0,003 milímetros.
Por ejemplo, expanda o taladre el casquillo para un pasador de tamaño nominal de hasta un diámetro de 25 +0,007 –0,003 mm o para un pasador de tamaño de reparación de hasta un diámetro de 25,20 +0,07 –0,003 mm.
La distancia entre los ejes de los orificios de las cabezas inferior y superior de la biela debe ser de (168±0,05) mm [(175±0,05) mm para motores modelo 4218];
El no paralelismo permitido de los ejes en dos planos mutuamente perpendiculares en una longitud de 100 mm no debe ser superior a 0,04 mm; la ovalidad y la conicidad no deben exceder los 0,005 mm.
Para mantener las dimensiones y tolerancias especificadas, gire el casquillo del cabezal de la biela superior en la plantilla.
Después del despliegue, afine el orificio en un cabezal de pulido especial, sosteniendo la biela en sus manos (Fig. 1).
Ajuste las piedras de amolar de la cabeza mediante un tornillo micrométrico al tamaño de reparación requerido.
Se deben sustituir las bielas cuyos orificios para los rodamientos del cabezal inferior tengan una ovalidad superior a 0,05 mm.
Reemplazo y reparación de pasadores de pistón
Las dimensiones de reparación de los pasadores de pistón y los números de kit se dan en la tabla. 2. Tolerancias de las partes principales del motor UAZ-3151
Para sustituir los pasadores de pistón sin premecanizar los orificios en el pistón y en la cabeza superior de la biela, se utilizan pasadores de pistón con un diámetro aumentado en 0,08 mm.
El uso de pasadores aumentados en 0,12 mm y 0,20 mm requiere un mecanizado previo de los orificios en los resaltes del pistón y en la cabeza superior de la biela como se describe anteriormente.
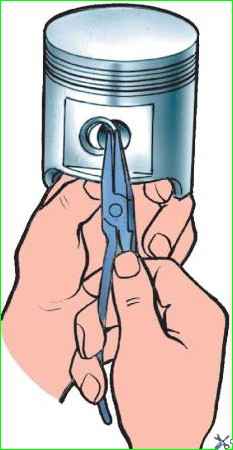
Antes de presionar el pasador del pistón, retire los anillos de retención del pasador del pistón usando unos alicates, como se muestra en la Fig. 2.
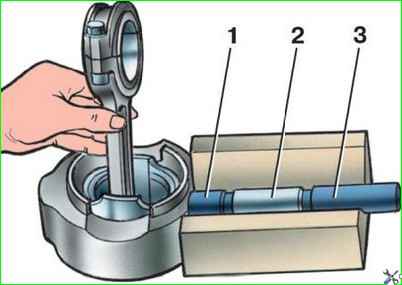
Presione hacia afuera y hacia adentro el pasador usando el dispositivo, como se muestra en la Fig. 3.
Antes de sacar el pasador, calentar el pistón en agua caliente a 70°C.
La reparación de pasadores de pistón consiste en rectificarlos desde tamaños de reparación grandes hasta tamaños más pequeños o cromados con posterior procesamiento hasta el tamaño nominal o de reparación.
Los dedos con torceduras, astillas y grietas de cualquier tamaño y ubicación, así como rastros de sobrecalentamiento (color deslustrado) no se pueden reparar.
Montaje de la biela y el grupo de pistones
Seleccione el pasador del pistón a la cabeza superior de la biela con un espacio de 0,0045 - 0,0095 mm.
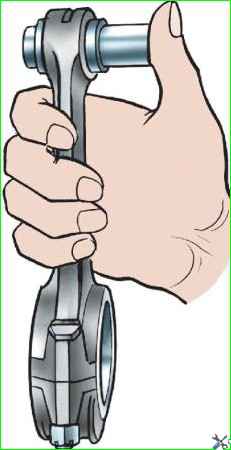
A temperatura ambiente normal, el dedo debe moverse suavemente en el orificio de la cabeza superior de la biela debido a la fuerza del pulgar (Fig. 4).
El pasador del pistón debe lubricarse ligeramente con aceite de baja viscosidad.
Instale el dedo en el pistón con un apriete de 0,0025–0,0075 mm.
En la práctica, el pasador del pistón se selecciona de tal manera que a temperatura ambiente normal (20°C) no entraría en el pistón debido al esfuerzo manual, pero cuando el pistón se calienta en agua caliente a una temperatura de 70 °C, entraría libremente.
Por lo tanto, antes de realizar el montaje, calentar el pistón en agua caliente a 70°C.
Presionar un pasador sin precalentar el pistón provocará daños en la superficie de los orificios de los resaltes del pistón, así como la deformación del propio pistón.
Ensamblaje de sha Realice el grupo atún-pistón utilizando el mismo dispositivo que el desmontaje (ver Fig. 3).
Para garantizar un correcto equilibrio del motor, la diferencia de peso de los pistones y bielas instalados en el motor no debe exceder los 8 g.
Los anillos elásticos del pasador del pistón deben asentarse en sus ranuras con una ligera interferencia. No utilice anillos usados.
Instale los aros de pistón en el pistón como se indica en el artículo "Cómo reemplazar los aros de pistón de un UAZ-3151".
Dada la dificultad de hacer coincidir el bulón con el pistón y la biela (para garantizar ajustes nominales), los pistones se suministran como piezas de repuesto ensambladas con el bulón, los anillos de retención y los aros de pistón.

")
")
")
")
")