Ремонт шатунов сводится к замене втулки верхней головки и последующей обработке ее под поршневой палец номинального размера или к обработке, имеющейся в шатуне втулки под палец ремонтного размера
В запасные части поставляются втулки одного размера, изготовленные из бронзовой ленты ОЦС4–4–2,5 толщиной 1 мм.
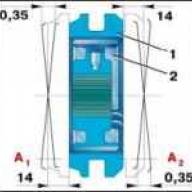
При запрессовке новой втулки в шатун обеспечьте совпадение отверстия во втулке с отверстием в верхней головке шатуна.
Отверстия служат для подачи смазки к поршневому пальцу.
После запрессовки втулки уплотните ее внутреннюю поверхность гладкой брошью до диаметра 24,3 +0,045 мм, а затем разверните или расточите под номинальный или ремонтный размер с допуском +0,007 –0,003 мм.
Например, втулку разверните или расточите под палец номинального размера до диаметра 25 +0,007 –0,003 мм или под палец ремонтного размера до диаметра 25,20 +0,07 –0,003 мм.
Расстояние между осями отверстий нижней и верхней головок шатуна должно быть (168±0,05) мм [(175±0,05) мм для двигателей модели 4218];
Допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях на длине 100 мм должна быть не более 0,04 мм; овальность и конусность не должны превышать 0,005 мм.
Чтобы выдержать указанные размеры и допуски, разверните втулку верхней головки шатуна в кондукторе.
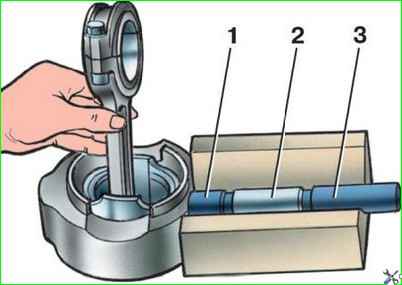
После развертывания производите доводку отверстия на специальной шлифовальной головке, держа шатун в руках (рис. 1).
Шлифовальные бруски головки установите микрометрическим винтом на требуемый ремонтный размер.
Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,05 мм, подлежат замене.
Замена и ремонт поршневых пальцев
Ремонтные размеры поршневых пальцев и номера комплектов приведены в табл. 2. Допуски основных деталей двигателя УАЗ-3151
Для замены поршневых пальцев без предварительной обработки отверстий в поршне и в верхней головке шатуна применяются поршневые пальцы, увеличенные по диаметру на 0,08 мм.
Применение пальцев, увеличенных на 0,12 мм и 0,20 мм, требует предварительной обработки отверстий в бобышках поршня и в верхней головке шатуна как описано выше.
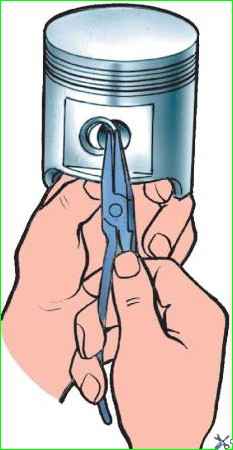
Перед выпрессовкой поршневого пальца извлеките из поршня стопорные кольца поршневого пальца плоскогубцами, как показано на рис. 2.
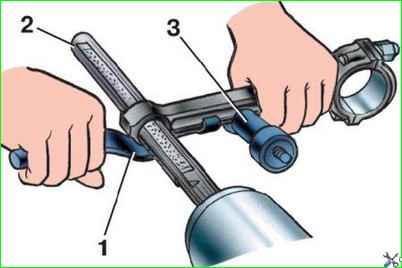
Выпрессовку и запрессовку пальца производите на приспособлении, как показано на рис. 3.
Перед выпрессовкой пальца нагрейте поршень в горячей воде до 70°С.
Ремонт поршневых пальцев состоит в перешлифовке их с больших ремонтных размеров на меньшие или в хромировании с последующей обработкой под номинальный или ремонтный размер.
Пальцы, имеющие изломы, выкрашивания и трещины любого размера и расположения, а также следы перегрева (цвета побежалости) ремонту не подлежат.
Сборка шатунно–поршневой группы
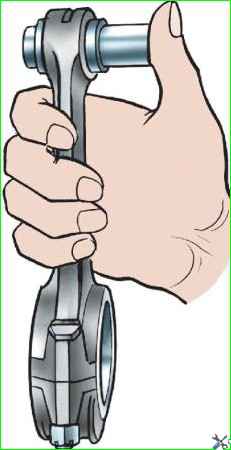
Поршневой палец к верхней головке шатуна подбирайте с зазором 0,0045 – 0,0095 мм.
При нормальной комнатной температуре палец должен плавно перемещаться в отверстии верхней головки шатуна от усилия большого пальца руки (рис. 4).
Поршневой палец при этом должен быть слегка смазан маловязким маслом.
Палец устанавливайте в поршень с натягом 0,0025–0,0075 мм.
Практически поршневой палец подбирается таким образом, чтобы при нормальной комнатной температуре (20°С) он не входил бы в поршень от усилия руки, а при нагревании поршня в горячей воде до температуры 70°С входил бы в него свободно.
Поэтому перед сборкой поршень нагрейте в горячей воде до 70°С.
Запрессовка пальца без предварительного подогрева поршня приведет к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня.
Сборку шатунно-поршневой группы производите на том же приспособлении, что и разборку (см. рис. 3).
Для обеспечения правильной балансировки двигателя разница в весе установленных в двигатель поршней в сборе с шатунами не должна превышать 8 г.
Стопорные кольца поршневого пальца должны сидеть в своих канавках с небольшим натягом. Не применяйте кольца, бывшие в употреблении.
Поршневые кольца устанавливайте на поршень, как указано в статье - "Как заменить поршневые кольца УАЗ-3151".
Учитывая сложность подбора поршневого пальца к поршню и шатуну (для обеспечения номинальных посадок), поршни поставляются в запчасти в сборе с поршневым пальцем, стопорными и поршневыми кольцами.

")
")
")
")
")