Выберите язык

")
")
")
")
")
new
Дефектация деталей КПП УАЗ-3151
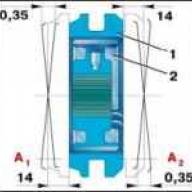 После разборки все детали коробки передач тщательно промойте в керосине, продуйте сжатым воздухом и осмотрите
После разборки все детали коробки передач тщательно промойте в керосине, продуйте сжатым воздухом и осмотрите
Ремонт топливного насоса УАЗ-3151
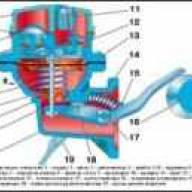 Возможными неисправностями насоса могут быть: нарушение герметичности диафрагмы и клапанов, снижение упругости или поломка пружины диафрагмы, износ деталей привода насоса
Возможными неисправностями насоса могут быть: нарушение герметичности диафрагмы и клапанов, снижение упругости или поломка пружины диафрагмы, износ деталей привода насоса