Выберите язык

")
")
")
")
")
new
Как отремонтировать тормозные механизмы УАЗ-3151
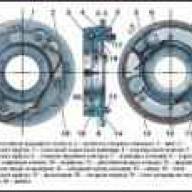 При ремонте обычно подлежат замене тормозные колодки и колесные цилиндры или входящие в них детали, для снятия которых нет необходимости снимать полностью тормозные механизмы
При ремонте обычно подлежат замене тормозные колодки и колесные цилиндры или входящие в них детали, для снятия которых нет необходимости снимать полностью тормозные механизмы
Ремонт подвески автомобиля УАЗ-3151
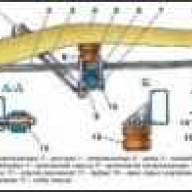 Снятие, разборка и сборка рессор автомобилей семейства УАЗ–31512 Снятие передней рессоры производите в следующем порядке:
Снятие, разборка и сборка рессор автомобилей семейства УАЗ–31512 Снятие передней рессоры производите в следующем порядке: